

工作方式
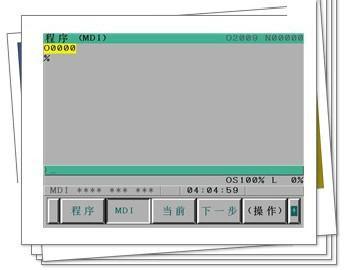
FANUC公司为其CNC系统设计了以下几种工作方式,通常在机床的操作面板上用回转式波段开关切换。这些方式是:①.编辑(EDIT)方式:在该方式下编辑零件加工程序。②.手摇进给或步进(HANDLE/INC)方式:用手摇轮(手摇脉冲发生器)或单步按键使各进给轴正、反移动。③.手动连续进给(JOG)方式:用手按住机床操作面板上的各轴各方向按钮使所选轴向连续地移动。若按下快速移动按钮,则使其快速移动 ④.存储器(自动)运行(MEM)方式:用存储在CNC内存中的零件程序连续运行机床,加工零件。⑤.手动数据输入(MDI)方式:该方式可用于自动加工,也可以用于数据(如参数、刀偏量、坐标系等)的输入。用于自动加工时与存储器方式的不同点是:该方式通常只加工简单零件,因此都是现编程序现加工。⑥.示教编程:对于简单零件,可以在手动加工的同时,根据要求加入适当指令,编制出加工程序。操作者主要按这几种方式操作系统和机床。2.加工程序的编制 ①.普通编辑方法:将工作方式置于编辑(EDIT)方式,按下程序(PROG)键使显示处于程序画面。此方式下有两种编程语言:G代码语言和用户宏程序语言(MACRO)。常用的是G代码语言,程序的地址字有G**,M**,S**,T**,X**,Y**,Z**,F**,O**,N**,P**等
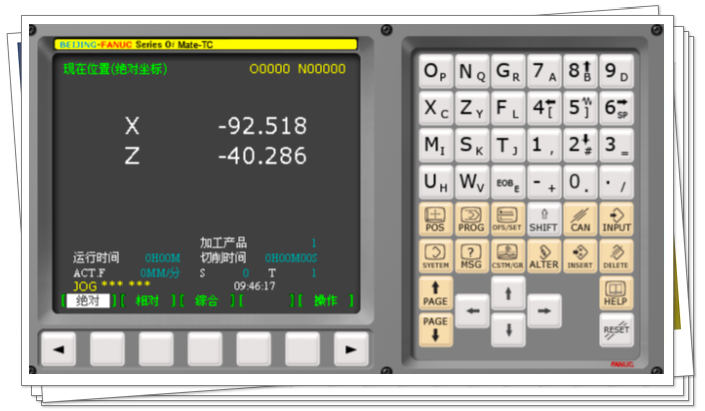


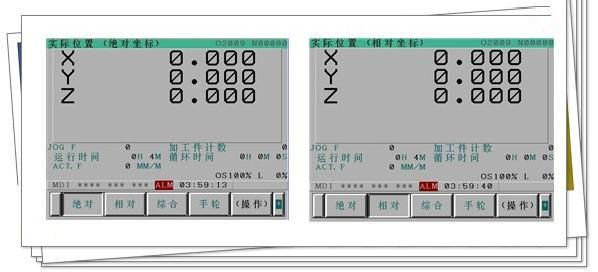
★位置画面显示键,可显示系统各坐标系:包括相对坐标、绝对坐标、机械坐标、自动方式下可显示剩余移动量
★编辑方式下按PROG,所有和程序相关的操作都在此画面下实现,包括程序查找、编辑、修改、删除、新建等。
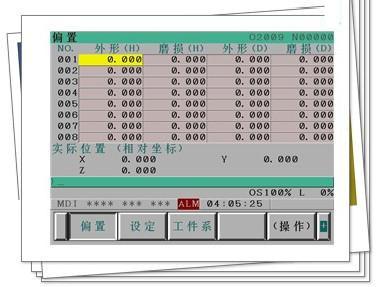
★OFFSET表示补偿值,系统的各种刀具补偿都在此画面中
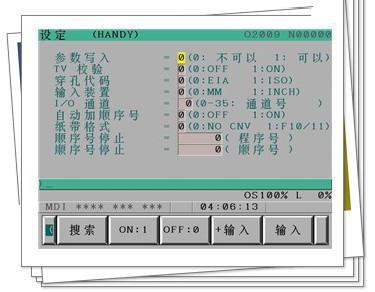
★SETTING表示设定画面,用于参数写保护等其他常用选项的设定
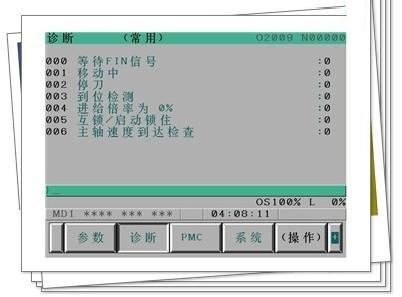
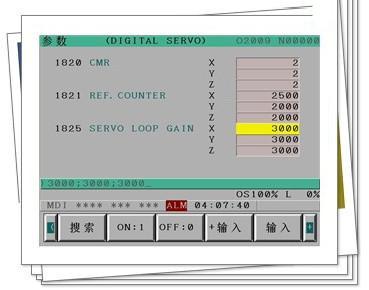
★SYSTEM表示系统,最常用的有参数、诊断、PMC三项
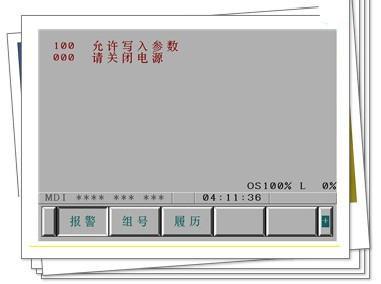
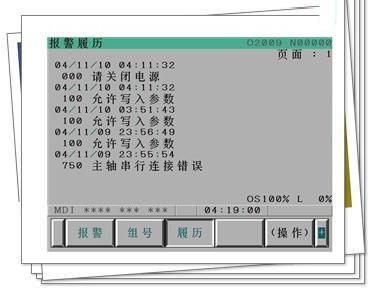
★MESSAGE表示系统信息,当系统出现报警时,报警号和具体信息会出现在此画面显示,履历表示报警历史
★图形画面或用户宏画面显示


(1)对系统各种功能进行调整,调试机床的系统。
(2)对零件程序进行编辑。
(3)选择需要运行的零件加工程序。
(4)控制和观察程序的运行。

