
在自动运行时,可以进行手动操作,有以下几种:
①.手动绝对值的开/关(ON/OFF):该操作是在存储器运行(MEM方式)时,将方式转为手动方式移动机床,开关的O/OFF决定其移动量是否包括在显示的坐标值中。开关ON时移动量不计到显示值上;OFF时累积到显示值上。
②.手轮中断:该操作是在存储器运行(MEM方式)时,摇动手轮(手摇脉冲发生器)会增加移动距离。但显示的坐标值是:绝对和相对坐标值不变,只有机床坐标值随移动量改变。
③.手动干预和返回:该功能是在存储器运行(MEM方式)时,按下暂停按钮(HOLD)使进给暂停,转为手动方式手动移动机床后再回到MEM方式,按下自动加工启动按钮时,机床可自动返回到原来位置,恢复系统运行。因此可以用来代替程序再启动功能,但条件是只能用暂停按钮(HOLD)中断MEM方式。
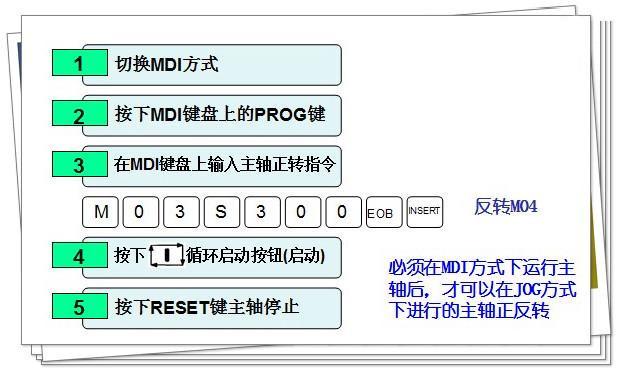
主轴正转操作(MDI方式下)
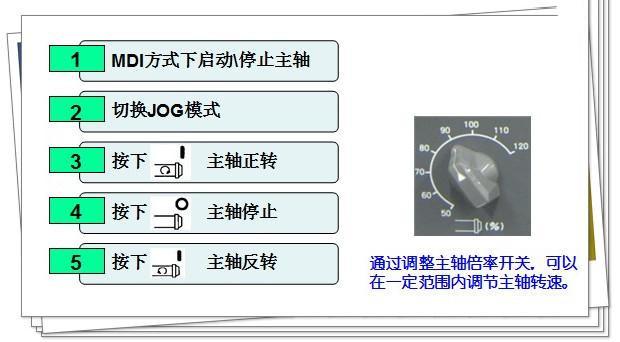
主轴运行操作(JOG方式下)
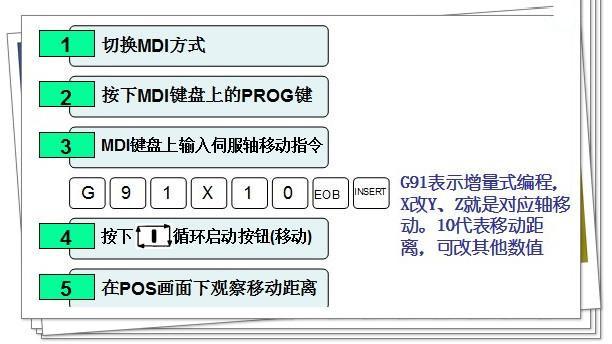
伺服轴移动操作(MDI形式)
该方式可用于自动加工,也可以用于数据(如参数、刀偏量、坐标系等)的输入。用于自动加工时与存储器方式的不同点是:该方式通常只加工简单零件,因此都是现编程序现加工。
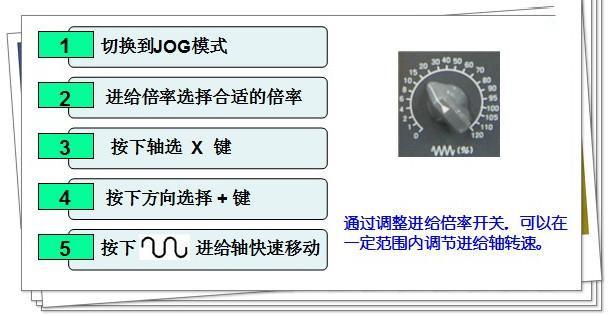
伺服轴移动(JOG方式下)
手轮进给操作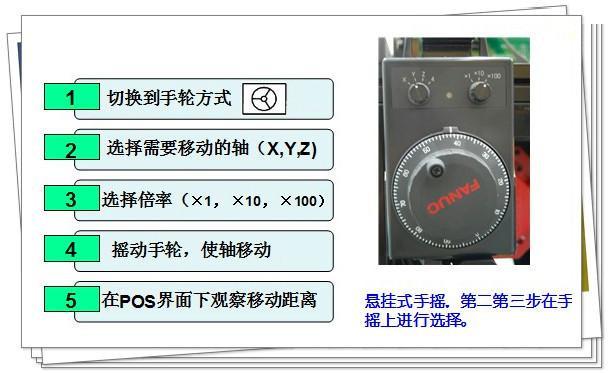

数控机床基本操作开机的步骤如下:
1) 启动气泵(利用气压紧固刀具的数控机床);
2) 等气压到达规定值后,打开机床总电源;
3) 按下系统面板上POWER<ON>按钮,将进入系统启动状态;
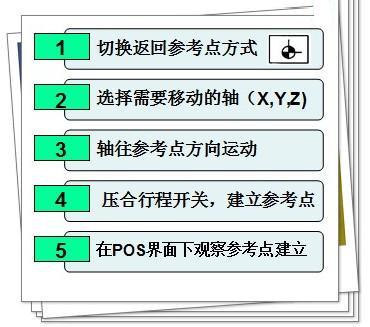
4) 系统启动完成后,观察显示器上是否有报警,如有报警,按下MESSAGE按钮进入此页面看报警信息,并解除报警,方可对机床进行下一步操作。比如显示的报警为Emergency stop,顺时针旋转急停按钮,即可解除报警。机床开机出现的报警不仅仅有急停,有时还会出现冷却液液面低报警,润滑油液面低报警等等,需要采取相应的措施接触报警。 返回参考点 这是开机后,为了使数控机床找到机床坐标的基准所进行必须操作。其操作步骤如下:按POS按钮,选择综合,观察机械坐标值,看机械坐标值是否在小于-100,如果不是,需要选择JOG手动移动坐标轴,使其数值达到要求,方可进行下一步操作;如果符合要求则直接进行下一步操作即可。

