运用顺序控制设计法对加工单元控制
-
1 视频
-
2 测验
上一节
知识要点
7.7 运用顺序控制法对加工单元控制
YL-335B加工单元
1、任务引领
加工单元的功能是完成把待加工物料从物料台移送到加工区域冲压头的正下方;完成对物料的冲压加工,然后把加工好的工件重新送回物料台的过程
2、任务分析
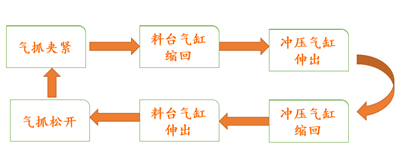
(1)加工站的工艺流程
启动设备,物料放上加工台,气爪夹紧——加工台缩回——冲压气缸向下冲压——冲压气缸缩回——加工台伸出——气爪松开
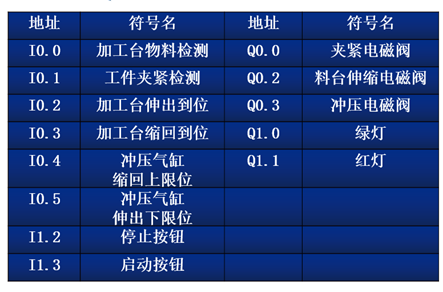
(2)I/O地址分配表
(3)步的划分:
动作的顺序依次是1、所有设备都不动;2、气爪夹紧;3、加工台缩到冲压头下;4冲压头下行冲压;5冲压完毕,冲压头上行;6加工台伸出;7气爪松开。 根据该动作的顺序,可以划分为7步,但由于气爪上的传感器非常灵敏,工件一放在料台上,气抓就会夹紧,因此也需要延时一段时间以等待操作员把物料完全放稳后,气抓再夹紧;所以,这里要多加一步。最后一步后面应是一个选择序列,根据启动后是否有人按下停止按钮的条件的不同,转换回不同的步顺序控制功能图总共分9步,每一步的标记位,我们用存储器S0.0~S1.0表示。
3、任务实施
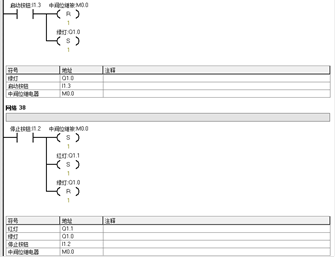
(1)顺序控制图

(2)S0.0初始步
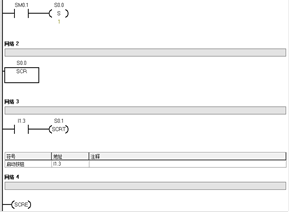
(3)S0.1初始步
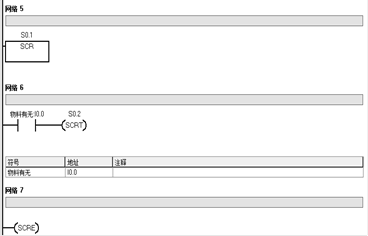
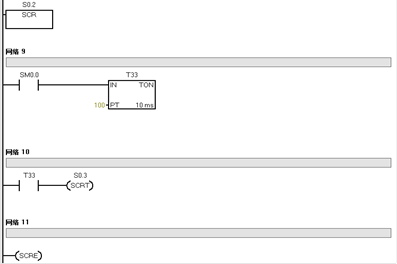
(4)S0.2启动定时器
(5)S0.3夹紧工件
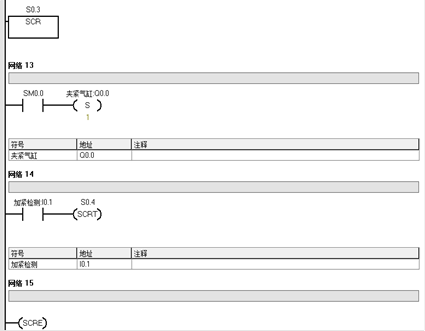
(6)S0.4加工台缩回
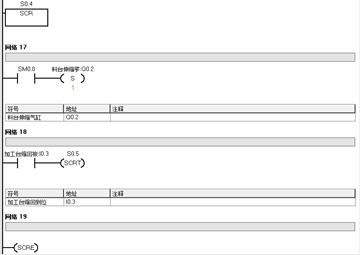
(7)S0.5冲压气功伸出
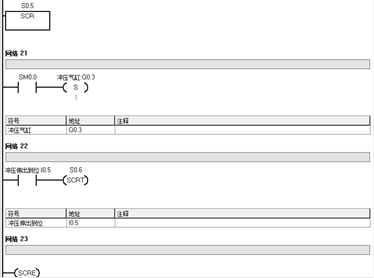
(8)S0.6冲压气功缩回
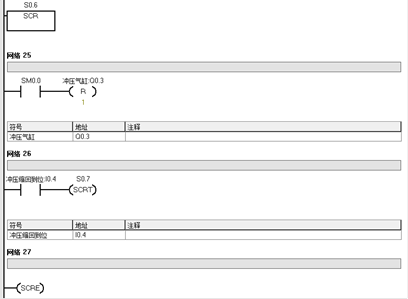
(9)S0.7加工台伸出
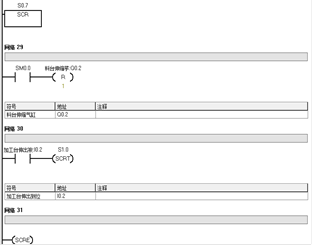
(10)S1.0气爪松开

(11)添加启停按钮