-
1 视频
-
2 测验
知识要点
7.1 自动化生产线实训台介绍(含接线)
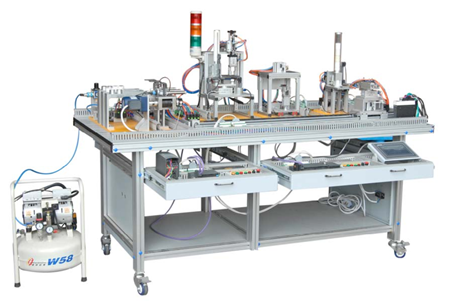
亚龙YL-335B型自动生产线实训台
亚龙YL-335B型自动生产线是在铝合金导轨式实训台上安装了送料、加工、装配、输送、分拣等工作单元,构成一个典型的自动生产线机械平台。YL-335B自动生产线,各工作单元是相对独立的模块,可根据实训需要或工作任务的不同进行不同的组合、安装和调试。
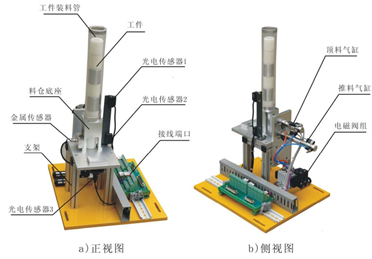
1、 供料单元是YL-335B中的起始单元,在整个系统中,起着向系统中的其他单元提供原料的作用,起着向系统中的其他单元提供原料的作用。具体的功能是:按照需要将放置在料仓中待加工物料自动地推出到物料台上,以便输送单元的机械手将其抓取,输送到其他单元上。
2、加工单元的功能是完成把待加工物料从物料台移送到加工区域冲压头的正下方;完成对物料的冲压加工,然后把加工好的工件重新送回物料台的过程。
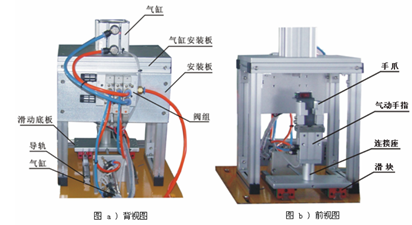
3、 装配单元是将该生产线中分散的两个物料进行装配的过程。即完成把本单元料仓中的小圆柱工件(黑白两种颜色)装入物料台上的半成品工件中心孔的过程。该单元的基本工作过程是:料仓中的物料在重力作用下自动下落,通过两直线气缸的共同作用,分别对底层相邻两物料夹紧与松开,完成对连续下落的物料的分配,被分配的物料按指定的路径落入位置转换装置,该装置摆动完成180度位置变换后,由前后移动气缸,上下移动气缸,气动手指所组成的机械手夹持并位移,再插入已定位的半成品工件中。
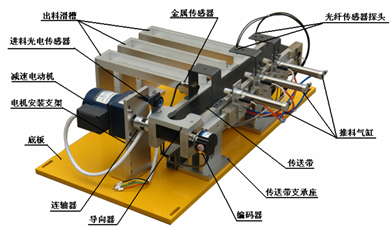
4、分拣单元的基本功能是完成对上一单元送来的已加工、装配的工件进行分拣,使不同颜色的工件从不同的料槽分流的功能。当输送站送来工件放到传送带上并为入料口光电传感器检测到时,即启动变频器,工件开始送入分拣区进行分拣。
5、输送单元主要完成驱动它的抓取机械手装置精确定位到指定单元的物料台,在物料台上抓取工件,把抓取到的工件输送到指定地点然后放下的功能。