
多种液体混合实例
-
1 视频
-
2 测验
上一节
下一节
知识要点:
6.9 多种液体混合实例
1、任务引领
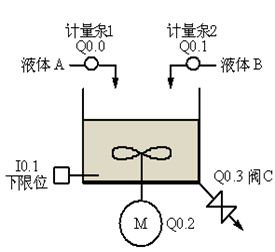
该任务用于化工企业原材料混合,过程如下
(1) 按下启动按钮I0.0后,计量泵1和泵2同时打开,分别往容器内释放液体A和B。
(2)当液体A释放满需要量时,C0=1,关闭泵1。当液体B释放满需要量时,C1=1,关闭泵2。
(3)液体A、B都释放到需要量后启动容器内的搅拌器M,搅拌3分钟后,可以打开阀门3,释放该混合液。
(4)当混合液释放到容器的低液位传感器位置时,继续释放混合液1分钟以后关闭阀门3。
至此,一个工作周期完成,又开始下一次往容器内释放液体A和B,如此周而复始。直到操作员按停止按钮I0.2才不继续循环。
(5)操作员按停止按钮I0.2时,为防止液体的浪费,工作不能立即停止,需等整个工作周期完成,混合液完全释放出才能停止。
2任务分析
(1)理清思路,画控制流程图
(2)I/O地址分配表
3、任务实施
画出顺序控制功能图

