绘制顺序控制功能图实例
-
1 视频
-
2 测验
上一节
下一节
知识要点
6.7 绘制顺序控制功能图实例
1、任务引领
某组合机床动力头的进给运动控制,需要完成快进—工进—快退的工作过程。
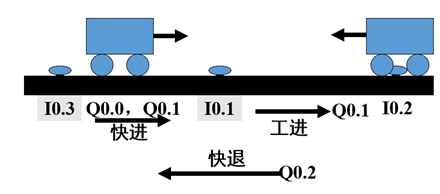
2、任务分析
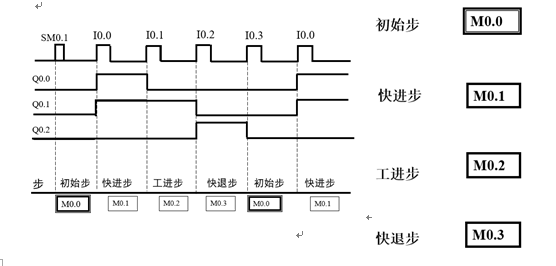
按下启动按纽I0.0动力头快进;当碰到I0.1(行程开关),动力头由快进变为工进(加工工件);加工完毕,动力头碰到I0.2,由工进变为快退;退回原点动力头碰到I0.3停止,等待下一次启动。
3、任务实施
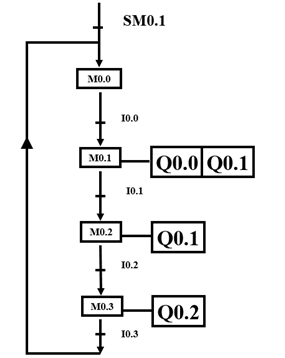
(1)步的划分
初始步:系统开始工作前,等待启动命令时的等待状态对应的步称为初始步。每一个顺序控制功能图中至少有一个初始步。
活动步:当系统正处于某一步所在的阶段时,该步处于活动状态,称该步为活动步。步处于活动状态时,执行相应的动作,处于不活动状态时,则停止执行该步动作。活动步标记位值为1,不活动步标记位值为0.
(2)动作
(3)有向连线
(4)转换
(5) 转换条件
4、完整的顺序控制功能图