
多种液体混合模块实验
-
1 视频
-
2 测验
上一节
下一节
知识要点:
6.5 多种液体混合模块实验
1、任务引领
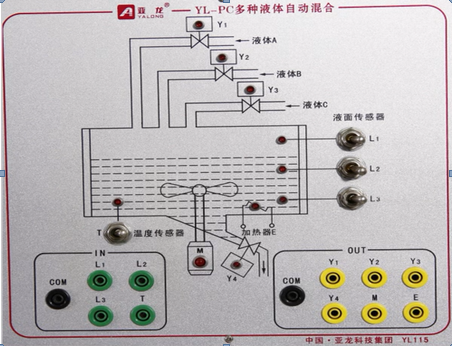
该任务用于化工企业原材料混合,过程如下
(1)按下启动按钮后,系统开始正常工作,绿灯亮,并打开阀门Y1,释放液体A到容器内;
(2)当容器内液体达到低液位L3的高度时,关闭阀门Y1,停止释放液体A,并打开阀门Y2,开始释放液体B到容器内;
(3)当容器内液体达到中液位L2的高度时,关闭阀门Y2,停止释放液体B,并打开阀门Y3,开始释放液体C到容器内;
(4)当容器内液体达到高液位L1的高度时,关闭阀门Y3,停止释放液体C,同时启动容器内的搅拌器和加热器,边加热边搅拌;
(5)当温度达到设定温度时,停止加热和搅拌,并打开容器底部的阀门Y4,释放加工好的混合液;
(6)当混合液释放到低液位L3时,继续再释放5S后,关闭底部的阀门,停止释放,至此一个完整的工作周期完成;
(7)该工作周期重复3次后,系统自动停止。系统运行时,若有人按下停止按钮,则完成工作周期后立即停止。系统处于停止状态时红灯亮,绿灯灭。
2任务分析
理清思路,I/O地址分配表
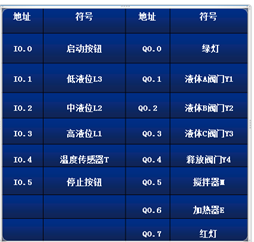
3、任务实施

