S7-200PLC的接线
-
1 视频
-
2 测验
上一节
下一节
知识要点
6.4 S7-200PLC的接线
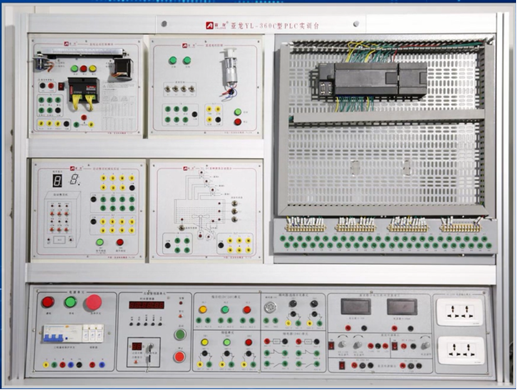
1、亚龙360C型实训台
以亚龙360C型实训台为对象,来讲解PLC的相关接线。PLC的接线包括电源线和信号线。电源线是给PLC的CPU或各输入输出模块提供工作所需要的电源,信号线是将来自现场的开关、按钮、传感器,或各种执行机构的信号连接到PLC的输入输出模块。操作台左下方有空开和急停按钮,当大家遇到安全问题时,可以通过他们切断电源。操作台右下方还提供24V直流电源。
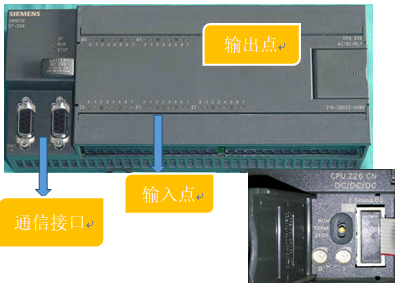
2、PLC输入/输出点
实验台右上方,有一个集成式的200plc,其输入输出点和CPU模块是集成在一起的。
3、输入/输出端接线
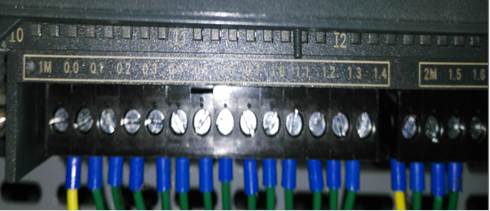
(1)输入端接线
输入点的接线端子,标有各端子对应的地址,分别是:I0.0~I0.7,I1.0~I1.7,I2.0~I2.7,这里共有24个数字量输入点。
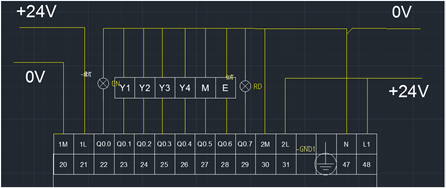
(2)输出端接线
输出点的接线端子,标有各端子对应的地址,分别是:Q0.1~Q0.7,Q1.0~Q1.7,这里共有16个数字量输出点;

(3)接线端子排

4、混合液的控制
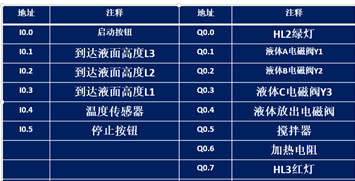
该混合液控制实验模块上面分别有4个数字量输入点,6个数字量输出点。
(1)IO地址分配表
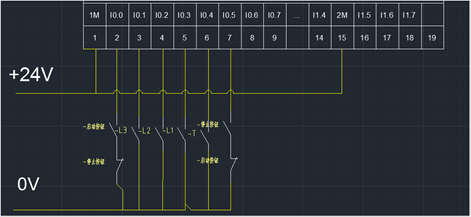
(2)输入端接线图
(3)输出端接线图