减计数器指令
-
1 视频
-
2 测验
上一节
下一节
知识要点
5.6 减计数器指令
1、减计数器CTD(Counter Down)
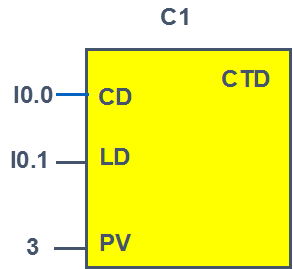
CD——计数脉冲启动输入端
LD——用预设值复位当前值
PV——计数器的设定值输入端
C1——计数器的地址编号
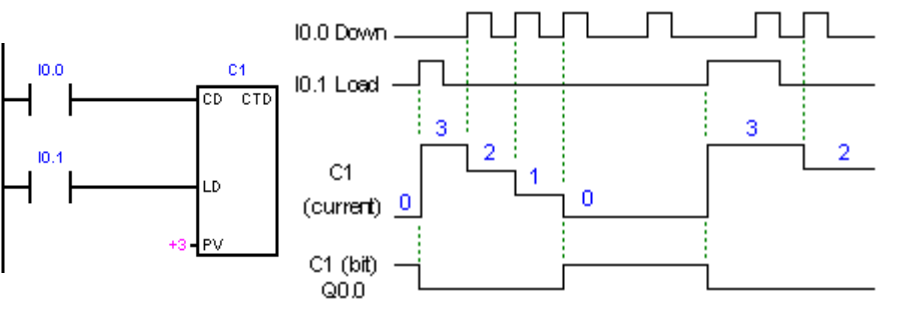
2、减计数器CTD的工作特点
(1)复位LD有效时,LD=1,计数器把设定值(PV)装入当前值存储器,计数器状态位复位(置0);
(2)当LD=0,CD端每来一个输入脉冲上升沿,减计数的当前值从设定值开始递减计数;
(3)当前值等于0时,计数器状态位置位(置1),停止计数。
3、减计数器CTD的工作举例