符号表的应用
-
1 视频
-
2 测验
上一节
下一节
知识要点
4.7 符号表的应用
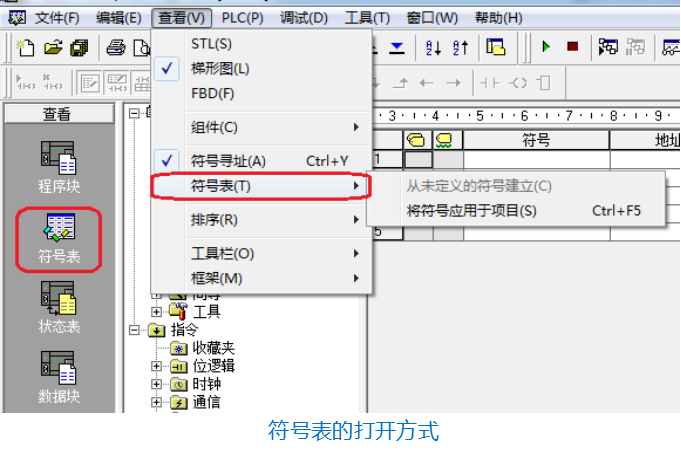
1、打开符号表
符号表是程序员用符号编址的一种工具表。用下面的方法之一可以打开符号表:
单击浏览条中的“符号表”按钮;
菜单命令:“查看”—“符号表”;
通过指令树打开符号表。
2、在符号表中给符号赋值的方法
(1) 建立符号表:单击浏览条中的“符号表”按钮 。符号表如下图所示。
(2) 在“符号”列键入符号名(如起动),最大符号长度为23个字符。
(3) 在“地址”列中键入地址(如I0.0)。
(4) 键入注解(此为可选项,最多允许79个字符)。
(5) 选择“查看”|“符号编址”命令,直接地址将转换成符号表中对应的符号名,并且可通过选择“工具”|“选项”|“程序编辑器”标签 |“符号编址”命令来选择操作数显示的形式。如选择“显示符号和地址”则对应的梯形图如下图所示。

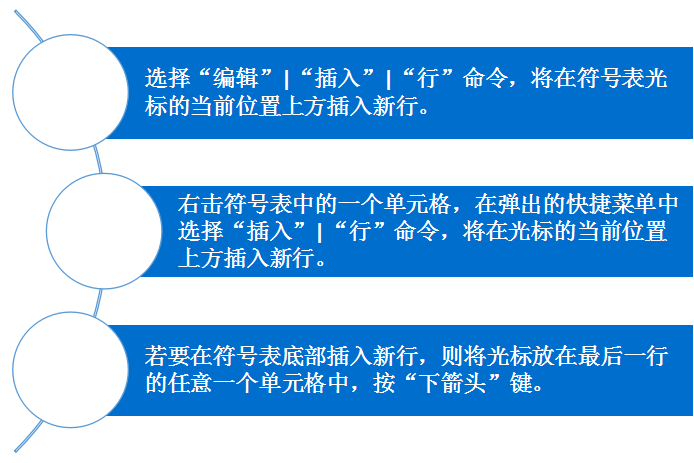
3、在符号表中插入行
4、建立多个符号表
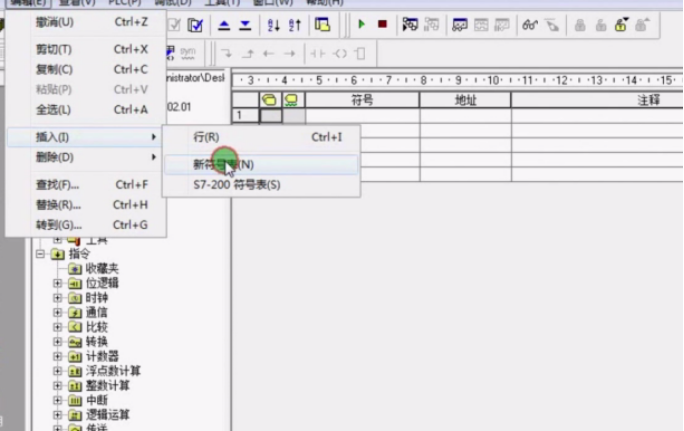
在“指令树”中右击“符号表”文件夹,在弹出的快捷菜单中选择“插入符号表命令”。
打开符号表窗口,使用“编辑”菜单,或用鼠标右键单击,在弹出的快捷菜单中选择“插入”|“表格”命令。