
-
1 视频
-
2 测验
知识要点
4.2 建立编程器与S7-200PLC在线连接
1、硬件连接与设置
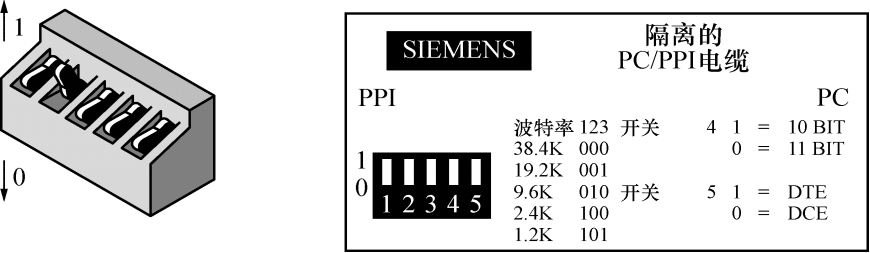
采用PC/PPI电缆建立PC机与PLC之间的通信,如下图所示。PC/PPI电缆中间有通信模块,模块外部设有波特率设置开关,可以选择的通信速率为1.2Kbps、2.4Kbps、9.6Kbps、19.2Kbps、38.4Kbps,系统的默认值为9.6Kbps。PC/PP电缆波特率设置开关(DIP开关)如下图所示,其上有5个扳键,1、2、3号键用于设置波特率,4号和5号键用于设置通信方式。通信速率的默认值为9600bps。如下图所示,1、2、3号键设置为010,未使用调制解调器时,4、5号键均应设置为0。
2、通信参数的设置
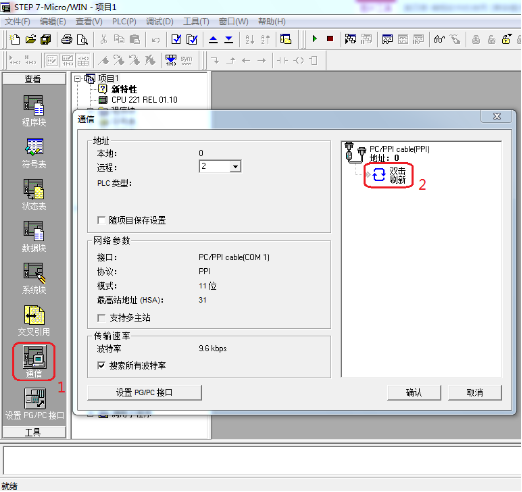
在STEP 7-Micro/WIN 32运行时单击浏览条中的“通信”图标,或选择PLC|“类型”|“通信”命令,出现一个“通信建立结果”对话框,显示是否连接了CPU主机。
双击对话框中的刷新图标,STEP 7-Micro/WIN 32编程软件将检查所有连接的S7-200站点。在对话框中显示已建立起连接的每个站点的CPU图标、CPU型号和站地址。
双击要进行通信的站,在“通信建立”对话框中,可以显示所选的通信参数。
3、建立在线连接
前几步顺利完成后,就可以建立PC机与S7-200CPU的在线联系,步骤如下:
(1) 在STEP 7-Micro/WIN 32运行时单击浏览条中的“通信”图标,或选择PLC|“类型”|“通信”命令,出现一个“通信建立结果”对话框,显示是否连接了CPU主机。
(2) 双击对话框中的刷新图标,STEP 7-Micro/WIN 32编程软件将检查所有连接的S7-200站点。在对话框中显示已建立起连接的每个站点的CPU图标、CPU型号和站地址。
(3) 双击要进行通信的站,在“通信建立”对话框中,可以显示所选的通信参数。
4、修改PLC的通信参数及其信息提取
计算机与PLC建立起在线连接后,即可利用软件检查、设置和修改PLC的通信参数。步骤如下:
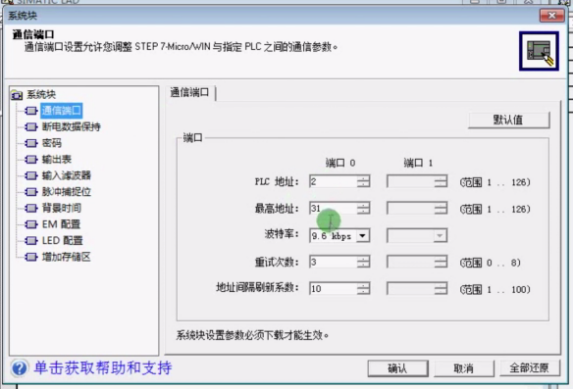
单击浏览条中的“系统块”图标,将出现“系统块”对话框。
单击“通信口”选项卡,检查各参数,确认无误后单击“确定”按钮。若需修改某些参数,可以先进行有关的修改,再单击“确认”按钮。
单击工具条中的“下载”按钮 ,将修改后的参数下载到可编程控制器中,设置的参数才会起作用。
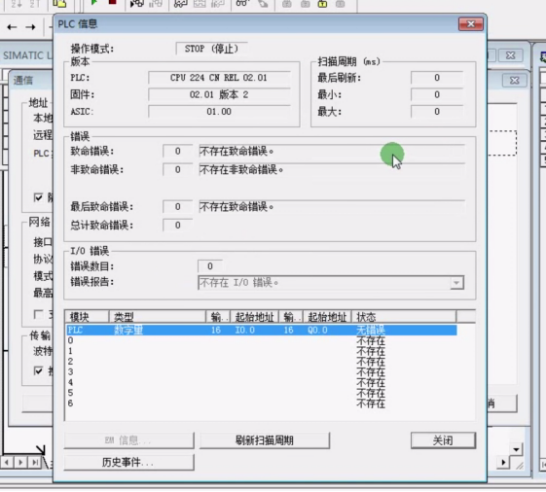
选择PLC→“信息”命令,将显示出可编程控制器RUN/STOP状态、扫描速率、CPU的型号、错误的情况和各模块的信息。
5、编辑器与S7-300在线连接
(1)依次点击菜单:开始-SIMATIC-SIMATIC NET-Settings-Set PG/PC Interface启动 PG/PC接口设定界面;
(2)在Access Point of the Application选项之中选择S7ONINE(STEP7)-TCP/IP-<本机网卡绑定>;
(3)启动Step7软件;
(4)建立一个新项目或打开已经存在的项目;
(5)在打开的项目中,选择View菜单,点选online子项进入在线界面;
(6)在offine的情况下,打开项目程序中的一个程序功能块;
(7)在打开的编辑窗口中,选择菜单Debug项目中Monitor子项,就会以绿色来修饰程序的运行情况,窗口右下会显示程序正在运行。

