抢答器程序设计实例
-
1 视频
-
2 测验
上一节
下一节
知识要点
3.6 抢答器程序设计实例
一、控制任务
1、 4组抢答器和一个主持人,每个抢答器上各有一个抢答按钮和一盏指示灯。
2、参赛者在允许抢答时,第一个按下抢答按钮,抢答台上对应的指示灯亮,且释放抢答按钮后,指示灯仍然亮。另外3个抢答器再按抢答按钮,其指示灯也不会亮。
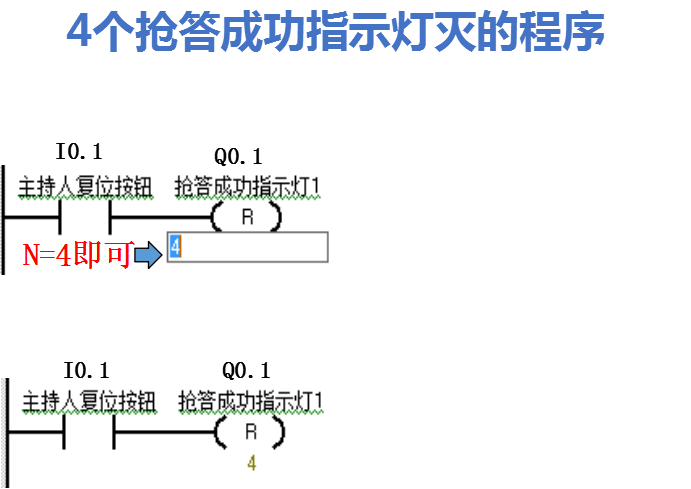
3、抢答结束后,主持人按下主持台上的复位按钮,则所有指示灯灭,即可进行下一题的抢答比赛。
二、抢答器输入/输出点地址分配表
输入信号 | 输出信号 | ||
抢答开始按钮 | I0.0 | 开始抢答指示灯 | Q0.0 |
主持人复位按钮 | I0.1 | 1号抢答成功指示灯 | Q0.1 |
1号抢答按钮 | I0.2 | 2号抢答成功指示灯 | Q0.2 |
2号抢答按钮 | I0.3 | 3号抢答成功指示灯 | Q0.3 |
3号抢答按钮 | I0.4 | 4号抢答成功指示灯 | Q0.4 |
4号抢答按钮 | I0.5 | ||
三、控制程序设计
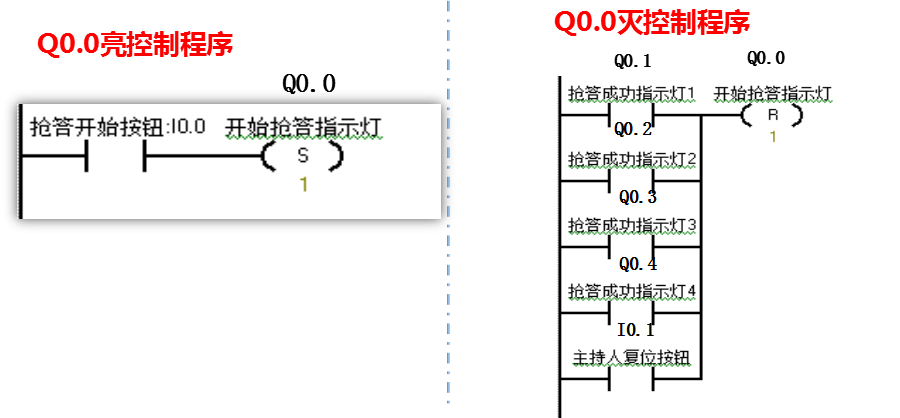
1、开始抢答指示Q0.0的控制程序
程序设计时应先从输出点的控制着手。
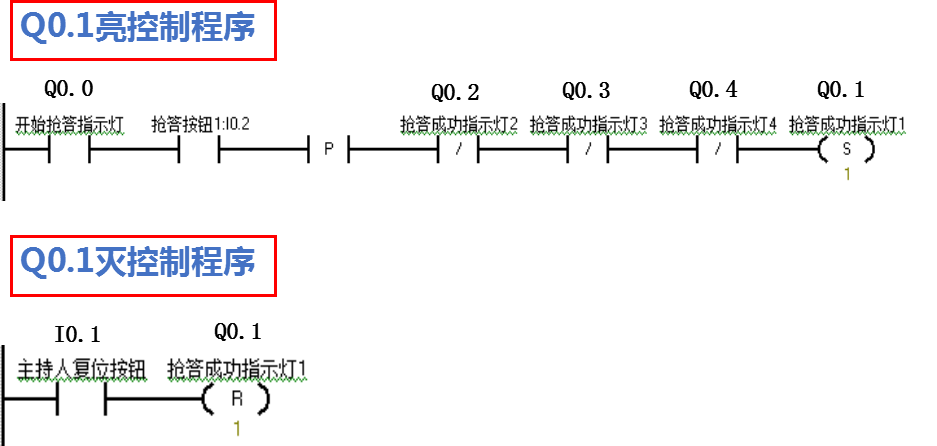
2、1号抢答成功指示灯Q0.1的控制程序
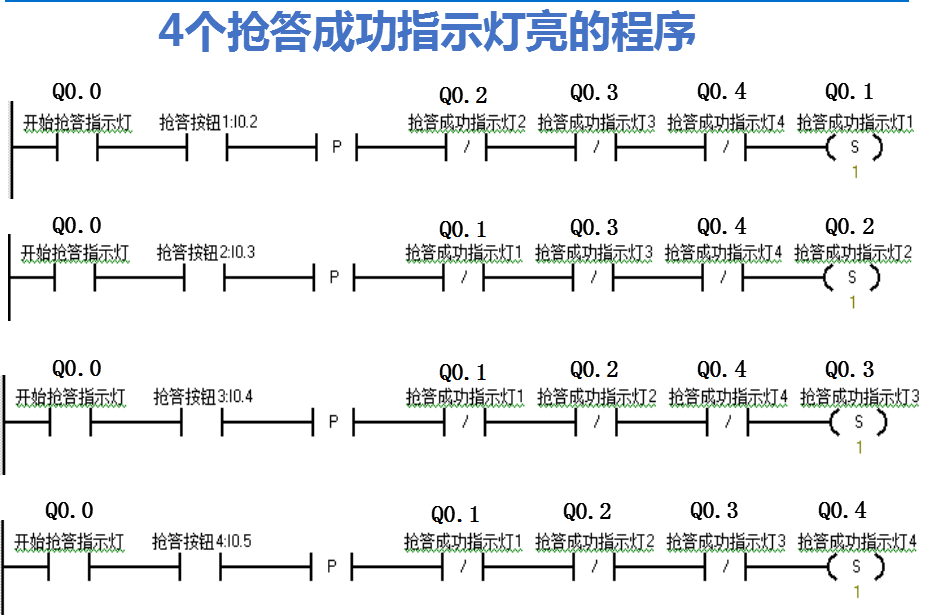
3、4个抢答成功指示灯的程序