
S7-300项目的构成
-
1 视频
-
2 测验
上一节
下一节
知识要点
2.7 S7-300项目的构成
软件安装好后,双击桌面SIMATIC Manager 图标,或在Start菜单下选择SIMATIC Manager,启动管理器后,可以看到这样一个界面:在界面最上方的工具栏中,选择菜单,文件〉新建项目〉在跳出的窗口中键入文件名如:my-project和存储的路径,这样一个新项目就建好了。当然也可以用文件菜单下的向导,以向导的方式来创建项目。
项目中采用项目树的层次结构管理项目中的所有对象,项目的结构共分为三个层次:第一层:项目, 第二层:站点,子网,第三层:各站点下的程序等数据。
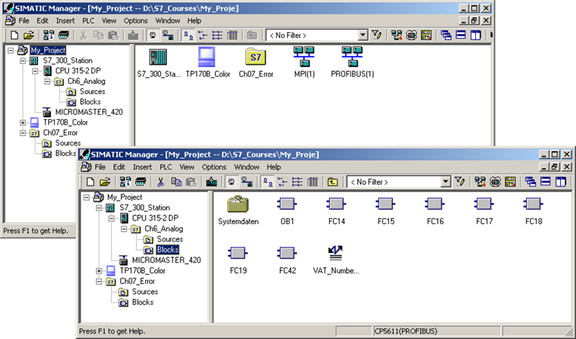
图1STEP 7 项目结构

