1) 数控车床坐标轴
数控车床的Z轴是与主轴轴线平行的标准坐标轴,Z轴的正方向是增加刀具和工件之间距离的方向,即刀具远离卡盘的方向为Z轴正方向。X轴是平行于工件装夹面,且与Z轴垂直的方向,刀具远离主轴轴线的方向为X轴的正方向。
Z轴:主轴的中心线,指向尾座为正方向。
X轴:直径方向,与Z轴垂直,远离工件为正方向。
2) 数控车床坐标系和参考点
机床坐标系是机床上固有的坐标系,在建立机床坐标系前先设有固定的坐标原点O点(如下图2-7-3所示M点,对于数控车床来说坐标原点M点通常定在卡盘后端面与中心线交点处)。再以机床原点为坐标原点,建立一个Z轴与X轴的直角坐标系,则此坐标系就称为机床坐标系。
参考点也是机床上的一个固定点,该点与机床原点的相对位置如图2-7-3所示R点为参考点。它是机床坐标系中一个固定不变的极限点,其固定位置由各轴向的机械挡块来确定。参考点在数控机床出厂时就已经调好并记录,并在机床使用说明书中供用户编程使用,一般情况下,不允许随意变动。
一般数控机床开机后,通常要进行机动或手动回参考点以建立机床坐标系。
3) 工件坐标系和工件原点
工件坐标系是编程人员在编程时使用的,编程人员选择工件上的某一已知点,如上图2-7-3所的O点为原点(也称工件原点、程序原点),建立一个新的坐标系,称为工件坐标系。工件坐标系一旦建立便一直有效,直到被新的工件坐标系所取代。
工件坐标系的原点是人为设定的,设定的依据是要尽量满足编程简单、尺寸换算少、引起的加工误差小等条件。一般情况下,工件原点选择在工件右端面、左端面的中心处,工件直径方向为X轴方向,工件轴线方向为Z轴方向(如上图2-7-3所示)。
4) 换刀点和起刀点
数控机床加工过程中经常要换刀,为了防止换刀时碰伤零件、刀具、尾座、夹具等,编程时还需要设定一个换刀点(也称程序起点)。换刀点也就是加工过程中需要换刀时刀具的相对位置,如上图2-7-3所示a点为换刀点。换刀点通常设置在被加工零件的外轮廓外,在车床上常以刀架远离工件的某一点或机床参考点为换刀点;在铣床上常以机床参考点为换刀点;在加工中心上常以换刀机械手的固定位置点为换刀点。
起刀点是指在数控机床上加工工件时,刀具相对于工件运动的起始点。起刀点应选择在不妨碍工件装夹、不会与夹具相碰及编程简单的地方。对于数控车床一般选在靠近参考点附近,如上图2-7-3所示b点为起刀点。
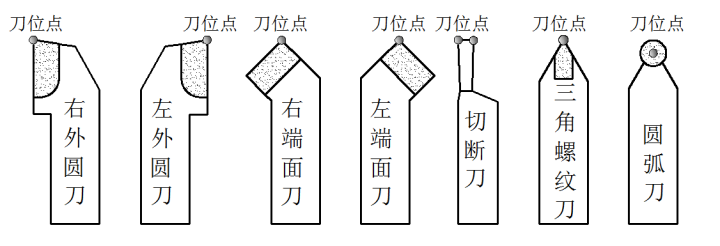
5) 刀位点
刀具刀位点是指刀具的定位基准点,它是刀具用于表现刀具位置的参照点。一般来说,圆柱铣刀和端面铣刀的刀位点是刀具轴线与刀具底面的交点、球头铣刀刀位点为球心。车刀刀位点为刀尖或刀尖圆弧中心,钻头是钻尖或钻头的中心,线切割的刀位点则是线电极的轴心与零件面的交点。下图2-7-4所示是常用车刀刀位点。