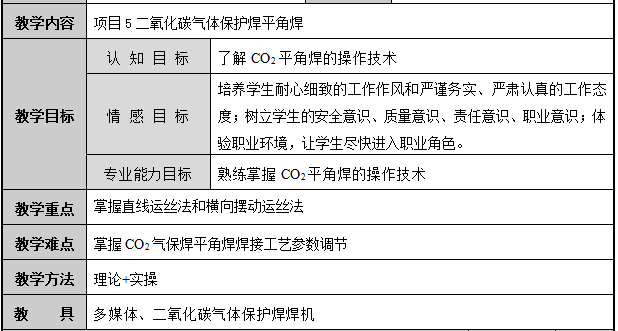
任务2 平角焊
1.焊前准备
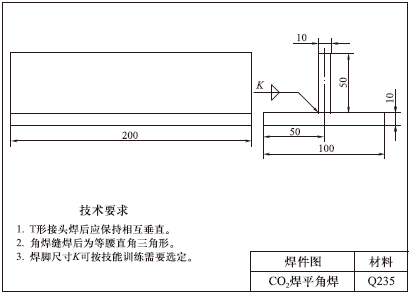
(1)焊件材料:Q235钢。
(2)焊件尺寸:200 mm×100 mm×10 mm一块,200 mm×50 mm×10 mm一块。
(3)焊接材料:焊丝选用ER49-1,直径为1.2 mm。
(4)焊接设备:NB-350型CO2半自动焊机,直流反接。
2.焊件清理与装配
(1)焊前清理
清理坡口及坡口正、反面两侧各20 mm范围内的油污、锈蚀、水分及其他污物,直至露出金属光泽。
(2)装配
组对间隙为0~2 mm。
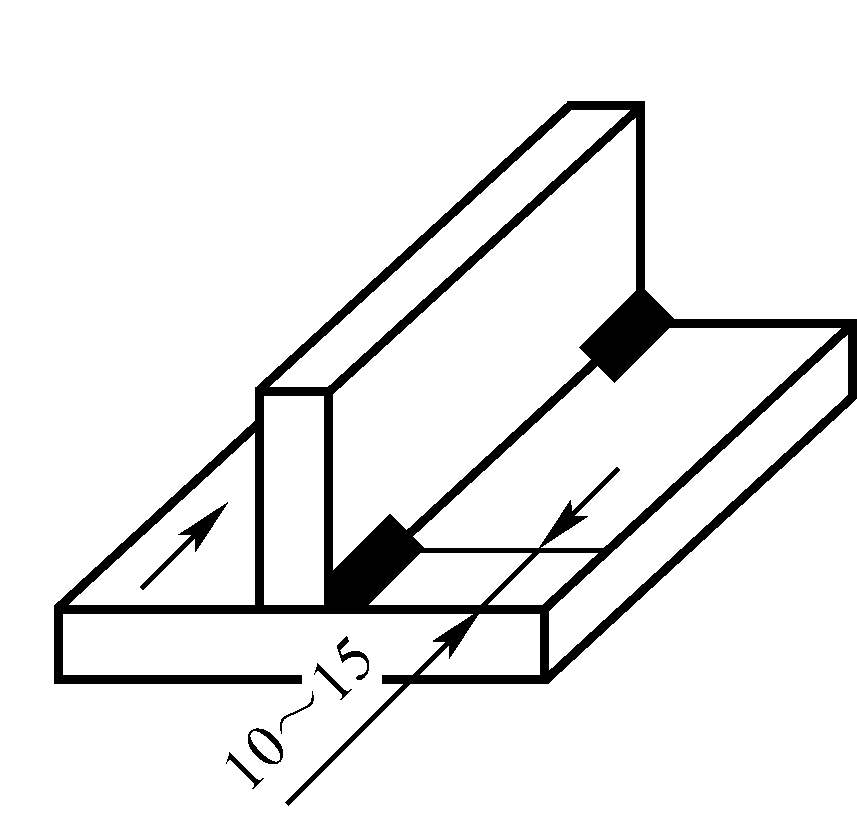
(3)定位焊
定位焊采用与正式焊接相同型号的焊丝,定位焊的位置应在焊件两端的对称处,将焊件组焊成T形接头,四条定位焊缝长度均为10~15 mm。定位完毕矫正焊件,保证立板与平板间的垂直度。
3.焊接工艺参数
焊接层次:一层一道
焊丝直径mm:1.2
伸出长度mm:13-18
焊接电流A:220-250
焊接电压V:25-27
气体流量L/min:15-20
运丝方式:直线或锯齿形运丝法
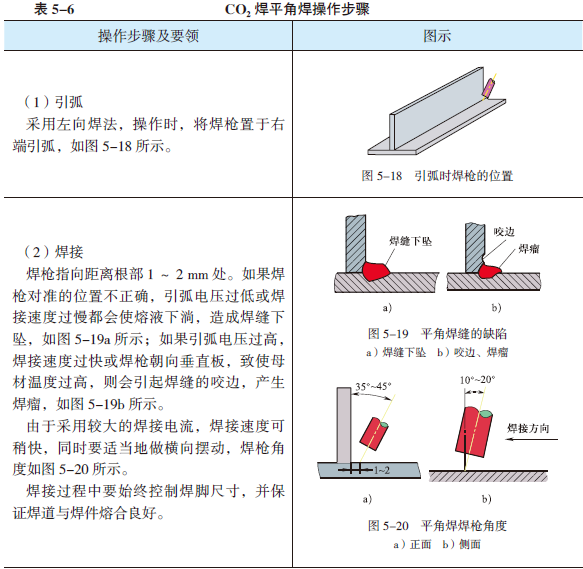
4.焊接过程
5.注意事项
(1)施焊过程中要灵活掌握焊接速度,防止产生未熔合、气孔、咬边等缺陷。
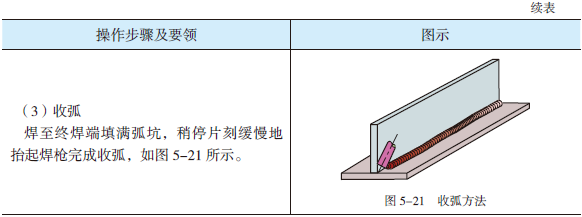
(2)熄弧时禁止突然切断电源,在弧坑处必须稍作停留,待填满弧坑后再收弧,以防止产生裂纹和气孔。
(3)当板厚不同时,应使电弧偏向厚板一侧,正确调整焊枪角度,以防止咬边、焊缝下坠,并保持焊脚尺寸正确。
(1)施焊过程中要灵活掌握焊接速度,防止产生未熔合、气孔、咬边等缺陷。
(2)熄弧时禁止突然切断电源,在弧坑处必须稍作停留,待填满弧坑后再收弧,以防止产生裂纹和气孔。
(3)当板厚不同时,应使电弧偏向厚板一侧,正确调整焊枪角度,以防止咬边、焊缝下坠,并保持焊脚尺寸正确。
工匠精神:
沪东中华造船集团的大国焊工张冬伟,在LNG船(液化天然气船)上手工焊接牛皮纸一样薄的殷瓦板,焊缝长度达13公里。张冬伟的焊接技术不但质量百分百有保障,外观上也完美无缺。
航天科技集团运载火箭技术研究院的大国焊工高凤林,焊接0.08毫米厚的超薄板, 130多枚长征系列运载火箭在他焊接的发动机推动下顺利飞入太空。
通过《大国工匠》中的大国焊工,引导学生树立对质量精益求精的工匠精神、对科学研究一丝不苟的严谨态度。同时指出大国焊工精湛的焊接技术与个人的努力与奋斗密不可分,同时也离不开国内先进的焊接电源,并引入《弧焊电源》课本中先进的焊接电源一-弧焊逆变器。