
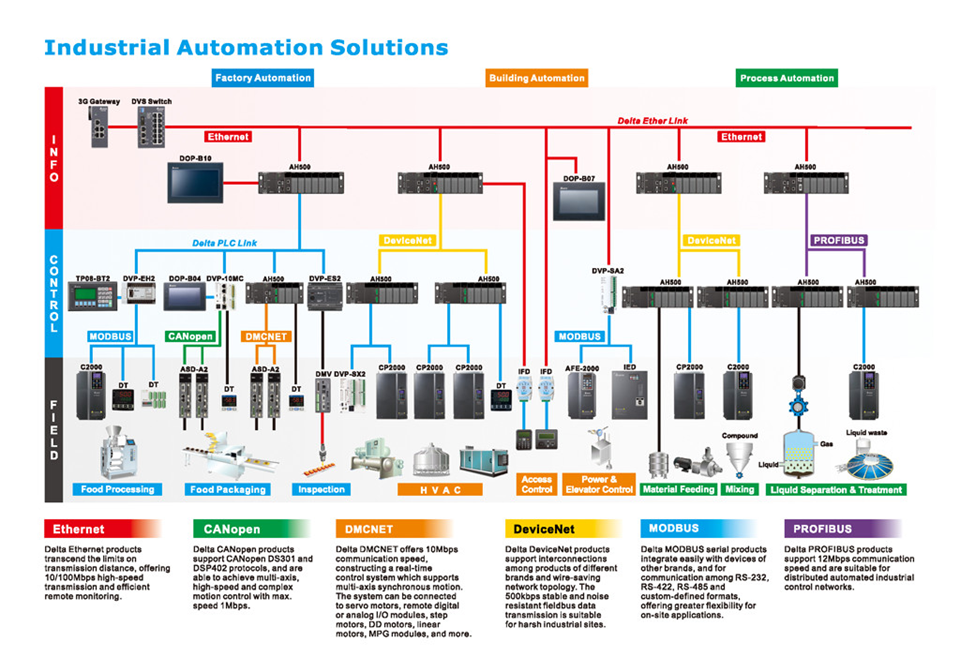
一、工业控制网络的常见解决方案(层级内部与层级之间的网络架构与通信协议)
二、工业控制网络的特点
工业控制网络是3C技术——即计算机、通信和控制(Computer,Communication and Control)发展汇集成的结合点,是信息技术、数字化、智能化网络发展到现场的结果。
•应用于工业现场
•网络节点多为专业设备
•传输测控数据任务
•满足对控制的实时性要求满足工厂监控要求
工业企业网络一般包含两部分:
•信息网络:处理工业控制系统管理与决策信息。一般处于企业中上层,处理大量的、变化的、多样的信息,具有高速综合的特征。
•控制网络:处理控制现场实时测控信息。主要位于企业中下层,处理实时的、现场的信息,具有实时性强、可靠安全性要求高等特征。
三、传统与现代工业控制网络的区别
1、现场总线网络
国际电工委员会IEC61158标准定义,现场总线是指安装在制造或过程区域的现场装置与控制室内的自动控制装置之间数字式、串行、多点通信的数据总线。
2、工业以太网
应用于工业自动化领域的以太网技术
以太网(Ethernet)由Xerox、DEC、Intel联合推出的局域网物理层与数据链路层规范。电子电气工程师协会在此基础上制定了局域网标准IEEE802.3,已成为信息网络的实际标准。
工业以太网一般是指技术上与商用以太网兼容,但在产品设计、材质的选用、产品的强度、适用性以及实时性、可互操作性、可靠性、抗干扰性和本质安全等方面能满足工业现场的需要。
四、常用工业控制网络标准
1、基金会现场总线FF
2、PROFIBUS(现在多用PROFINET代替)
3、CIP(CommmonIndustrail Protocol通用工业协议)
4、Modbus,全球第一个真正用于工业现场的总线协议,于1979年由莫迪康(Modicon)公司发明的。
5、CAN(ControllerArea Net),即控制器局部网,它是一种有效支持分布式控制或实时控制的串行通信网络。
五、工业控制网络的发展趋势
(1)提高通信的实时性
(2)提高通信可靠性
(3)提高通信安全性
(4)多现场总线集成
(5)无线网络应用

