(1) 铸件的重要加工面、主要加工面在铸型中应朝下或侧立放置;
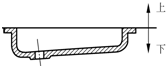
(2) 铸件上面积较大的薄壁部分应置于型腔下部或使其处于垂直或倾斜位置,以利于合金液填充铸型;
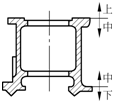
(3) 铸件上宽大的平面应朝下,以避免产生夹砂等缺陷;
(4) 对于容易产生缩孔的铸件,应使厚的部分放在铸型上部或侧面,以便在铸件厚壁处直接安装冒口,使之实现自下而上的定向凝固;
(5)尽量减少型芯数量,并考虑下芯、合型方便。
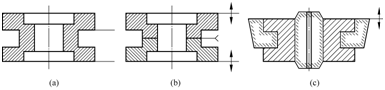
(1) 分型面一般应设在铸件的最大截面处,并尽可能使铸件位于下箱,以方便下芯和检验。下图中,方案(c)最合理;
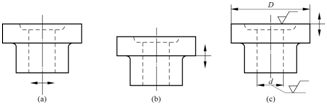
(2) 应尽可能减少分型面的数量,避免造型过于复杂。下图中,方案(c)最合理;
(3) 应选平直的分型面;
(4) 应尽可能使全部或大部分铸件,或者加工基准面与重要加工面处于同一个半型内,以防止错型,减少铸件尺寸偏差。
1. 铸造收缩率
铸件由于凝固、冷却后的体积收缩,其各部分尺寸均小于模样尺寸。为保证铸件尺寸要求,需在模样(芯盒)上加大一个收缩尺寸。加大的这部分尺寸称收缩量,一般根据铸造收缩率来定。铸造收缩率主要取决于合金的种类,同时与铸件的结构、大小、壁厚及收缩时受阻碍情况有关。对于一些要求较高的铸件,如果收缩率选择不当,将影响铸件尺寸精度,使某些部位偏移,影响切削加工和装配。
2. 机械加工余量
在铸件上为切削加工而加大的尺寸称为机械加工余量。加工余量必须认真选取,余量过大,切削加工费工,且浪费金属材料; 余量过小,制品因残留黑皮而报废,或因铸件表层过硬而加速刀具磨损。
机械加工余量的具体数值取决于铸件的生产批量、合金的种类、铸件的大小、加工面与基准面的距离及加工面在浇注时的位置等。大量生产时,因采用机器造型,铸件精度高,故余量可减小;反之,手工造型误差大,余量应加大。铸钢件因表面粗糙,余量应加大;非铁合金铸件价格甚贵,且表面光洁,所以余量应比铸铁小。铸件的尺寸越大或加工面与基准面的距离越大,铸件的尺寸误差也越大,故余量也应随之加大。此外,浇注时朝上的表面因产生缺陷的几率较大,其加工余量应比底面和侧面大。
3. 拔模斜度
为了使模样(或型芯)便于从砂型(或芯盒)中取出,凡垂直于分型面的立壁在制造模样时,必须留出一定的倾斜度,此倾斜度称为拔模斜度。
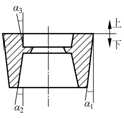
拔模斜度的大小取决于立壁的高度、造型方法、模样材料等因素,通常为15′~3°。立壁越高,斜度越小; 机器造型应比手工造型小,而木模应比金属模斜度大。为使型砂便于从模样内腔中脱出,以形成自带型芯,内壁的拔模斜度应比外壁大,通常为30′~5°。
4. 型芯头
型芯头的形状和尺寸,对型芯装配的工艺性和稳定性有很大影响。垂直型芯一般都有上、下芯头,但短而粗的型芯也可省去上芯头。芯头必须留有一定的斜度α。水平芯头的长度取决于型芯头直径及型芯的长度。悬臂型芯头必须加长,以防合箱时型芯下垂或被金属液抬起。
型芯头与铸型型芯座之间应有1~4mm的间隙,以便于铸型的装配。
5. 铸件孔、槽
铸件孔、槽是否铸出,不仅取决于工艺上的可能性,还必须考虑其必要性。一般来说,较大的孔、槽应当铸出,以减少切削加工工时,节省金属材料,同时也可减小铸件上的热节。但较小的孔、槽则不必铸出,留待加工反而更经济。灰铸铁件的最小铸件(毛坯孔径)推荐如下:单件生产30~50mm,成批生产15~20mm,大量生产12~15mm。对于零件图上不要求加工的孔、槽,无论大小均应铸出。
6. 铸造圆角
铸件上两壁之间为圆角连接,以防止冲砂及在尖角处产生缩孔、应力、裂纹及粘砂等缺陷。圆角半径一般为转角处两壁平均厚度的1/4左右。
根据上述原则选定工艺参数,就可以在零件图上绘制铸造工艺图,制作模样及芯盒。
(1) 合理选定铸造合金和铸件结构。在进行设计选材时,在能保证铸件使用要求的前提下,应尽量选用铸造性能好的合金。同时,还应结合合金铸造性能要求,合理设计铸件结构。
(2) 合理制订铸件的技术要求。具有缺陷的铸件并不都是废品,若其缺陷不影响铸件的使用要求,则为合格铸件。
在合格铸件中,允许存在哪些缺陷及其存在的程度,一般应在零件图或有关技术文件中作出具体规定,作为铸件质量检验的依据。对铸件的质量要求必须合理。若要求过低,将导致产品质量低劣; 若要求过高,又可导致铸件废品率的大幅度增加和铸件成本的提高。
(3) 模样质量检验。如模样、型芯盒不合格,可造成铸件形状或尺寸不合格、错型等缺陷。因此,必须对模样、型芯盒及其有关标记进行认真的检验。
(4) 铸件质量检验。它是控制铸件质量的重要措施。铸件车间检验铸件的目的是依据铸件缺陷的存在程度,确定和分辨合格铸件、待修补铸件及废品。同时,通过“缺陷分析”寻找缺陷产生的原因,以便对症下药解决生产问题。
(5)铸件热处理。为了保证工件质量要求,有些铸件铸后必须进行热处理。如为消除内应力而进行时效处理;为改善切削加工性、降低硬度,对铸铁件进行软化处理;为保证力学性能,对铸钢件、球墨铸铁件进行退火或正火处理等。