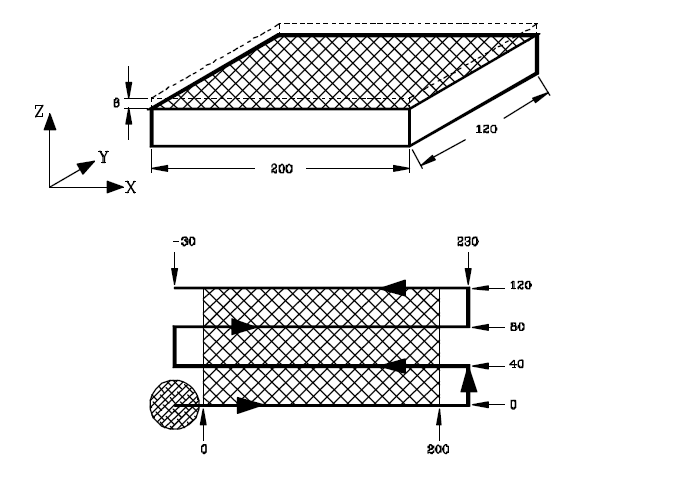
练习一:平面铣削
已知条件:
工件:材料为45#中碳钢,调质硬度HRC35。
刀具:面铣刀直径50mm,安装五个刀片;切削速度Vc=80m/min,进给量fz=0.15mm。
WCS:工件左下角为X0,Y0;以毛坯上表面为Z0,总加工余量为6mm,每层切削深度2mm,分三刀进行铣削。安全平面(初始平面)位置Z25,参考平面Z6。
刀具起始位置和加工路径如上图所示。
要求:
分别使用绝对坐标和增量坐标方式编程。
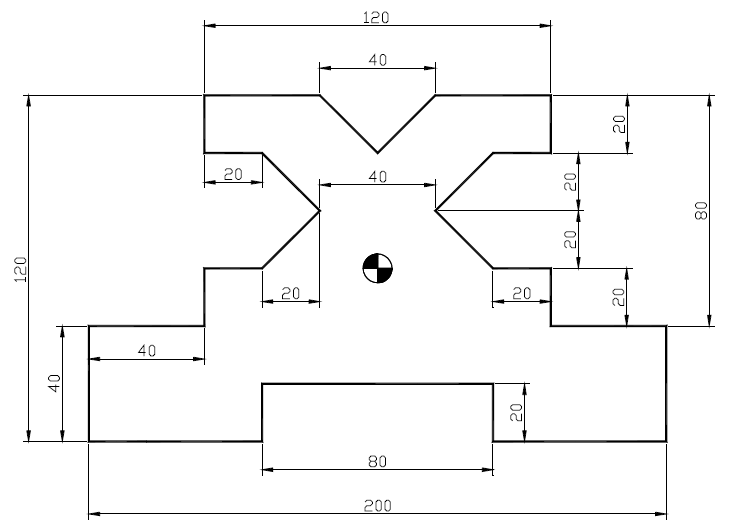
练习二:直线轮廓铣削
已知条件:
工件:不考虑。
刀具:不考虑。转速S=1000;下刀速度F=150,进给速度F=250。
WCS:工件外形中心为X0,Y0;以毛坯上表面为Z0,切削深度为0。安全平面(初始平面)位置Z100,参考平面Z5。
从左下角开始编程加工,加工路径方向为逆时针。
要求:
分别使用绝对坐标和增量坐标方式编程。
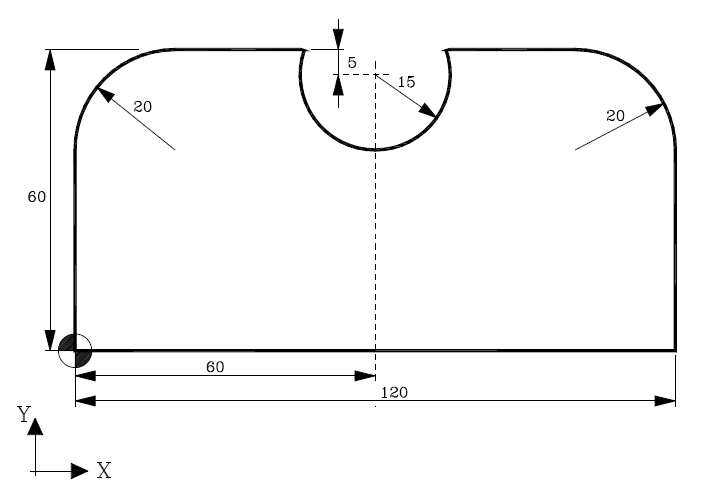
练习三:圆弧插补铣削
已知条件:
工件:不考虑。
刀具:不考虑。转速S=1000;下刀速度F=150,进给速度F=250。
WCS:工件左下角为X0,Y0;以毛坯上表面为Z0,切削深度为5mm。安全平面(初始平面)位置Z100,参考平面Z5。
从左下角开始编程加工,加工路径方向为逆时针。
要求:
使用绝对坐标方式编程。
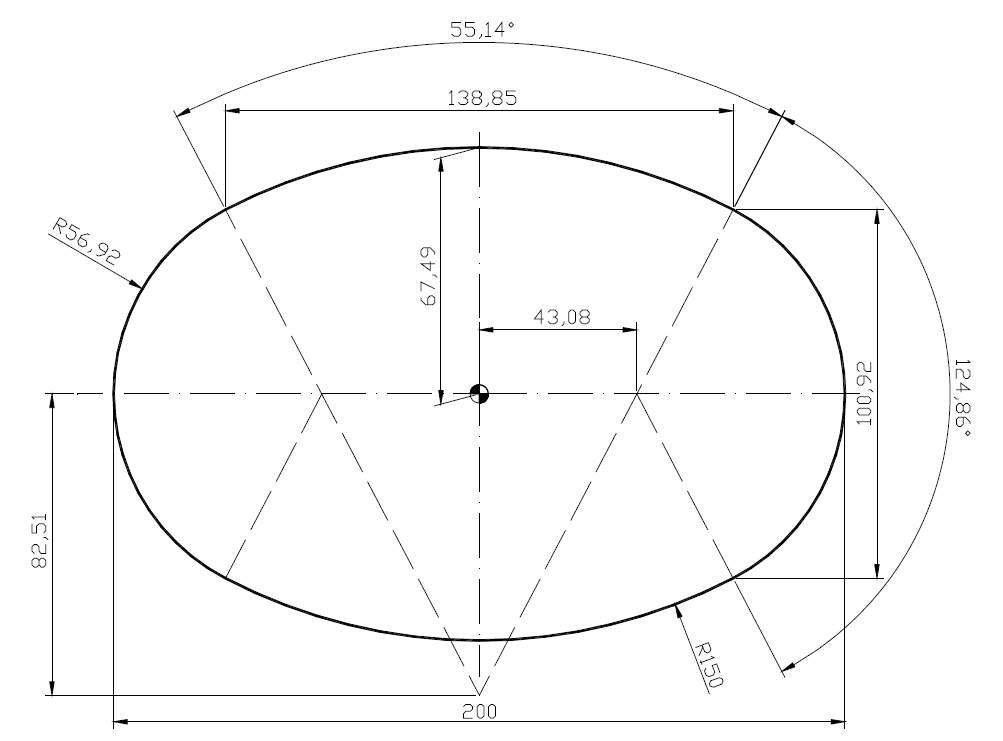
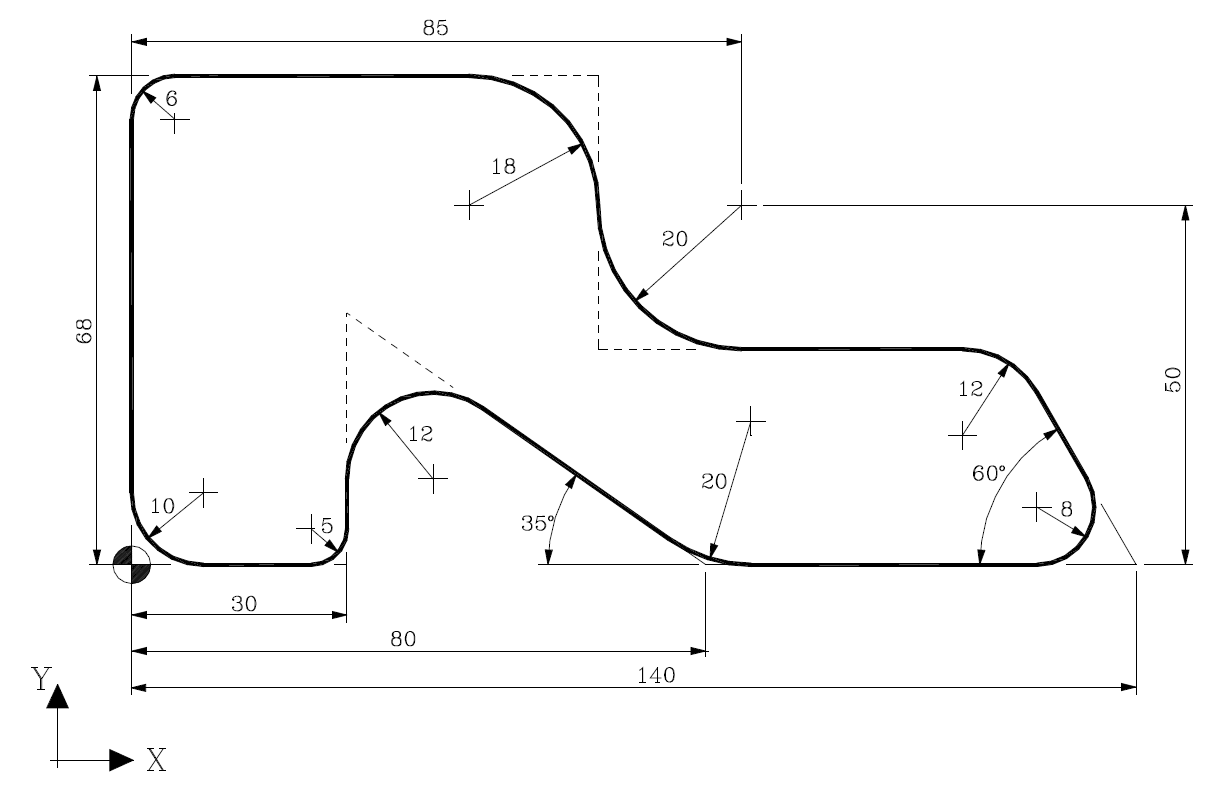
练习四:圆弧编程练习(多种圆弧插补指令)
已知条件:
工件:不考虑。
刀具:不考虑。转速S=1000;下刀速度F=100,进给速度F=250。
WCS:外形中心X0,Y0;以毛坯上表面为Z0,总切削深度为30mm,每次切削深度5mm。安全平面(初始平面)位置Z100,参考平面Z5。
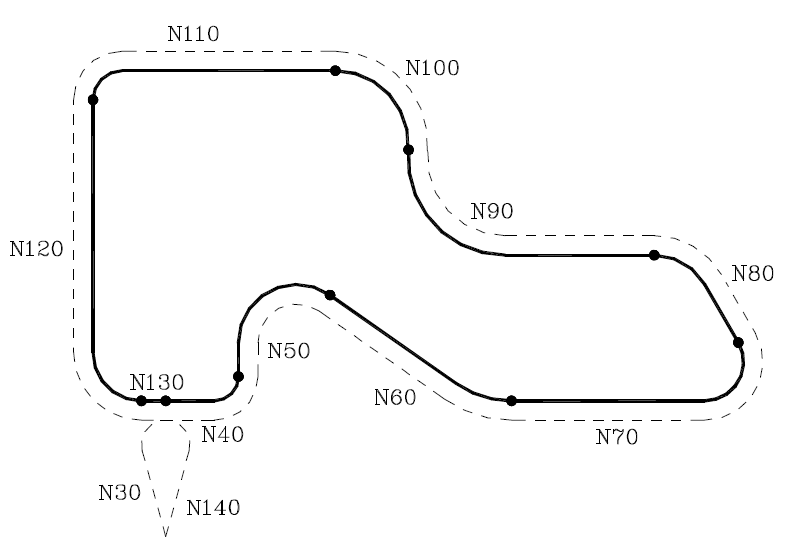
切削前刀具引入位置X-69.425,Y-80;从左下角X-69.425,Y-50.46开始编程加工,加工路径方向按要求;使用G37、G38指令,刀具圆弧切入,圆弧切出;使用正确刀具半径补偿指令。
要求:在程序中分别使用以下指令编程
G02/G03 X Y R;逆时针
G02/G03 X Y I J;逆时针
G06 G02/G03 X Y I J;逆时针
G08 X Y;顺时针
G09 X Y I J;顺时针
G93 I J ... G02/G03 Q;逆时针
G02/G03 Q I J;顺时针
G06 G02/G03 Q I J;顺时针
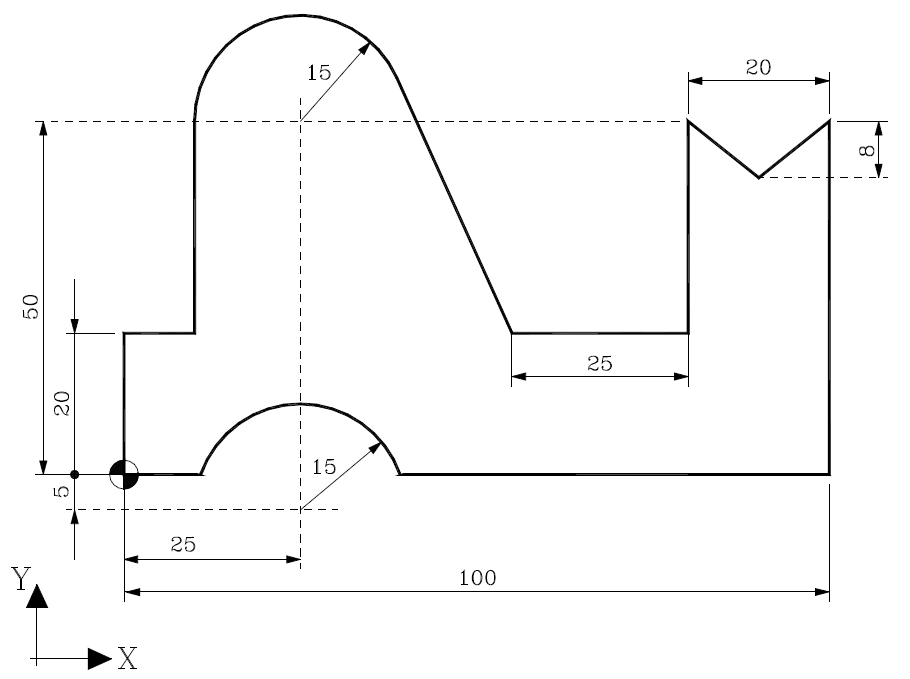
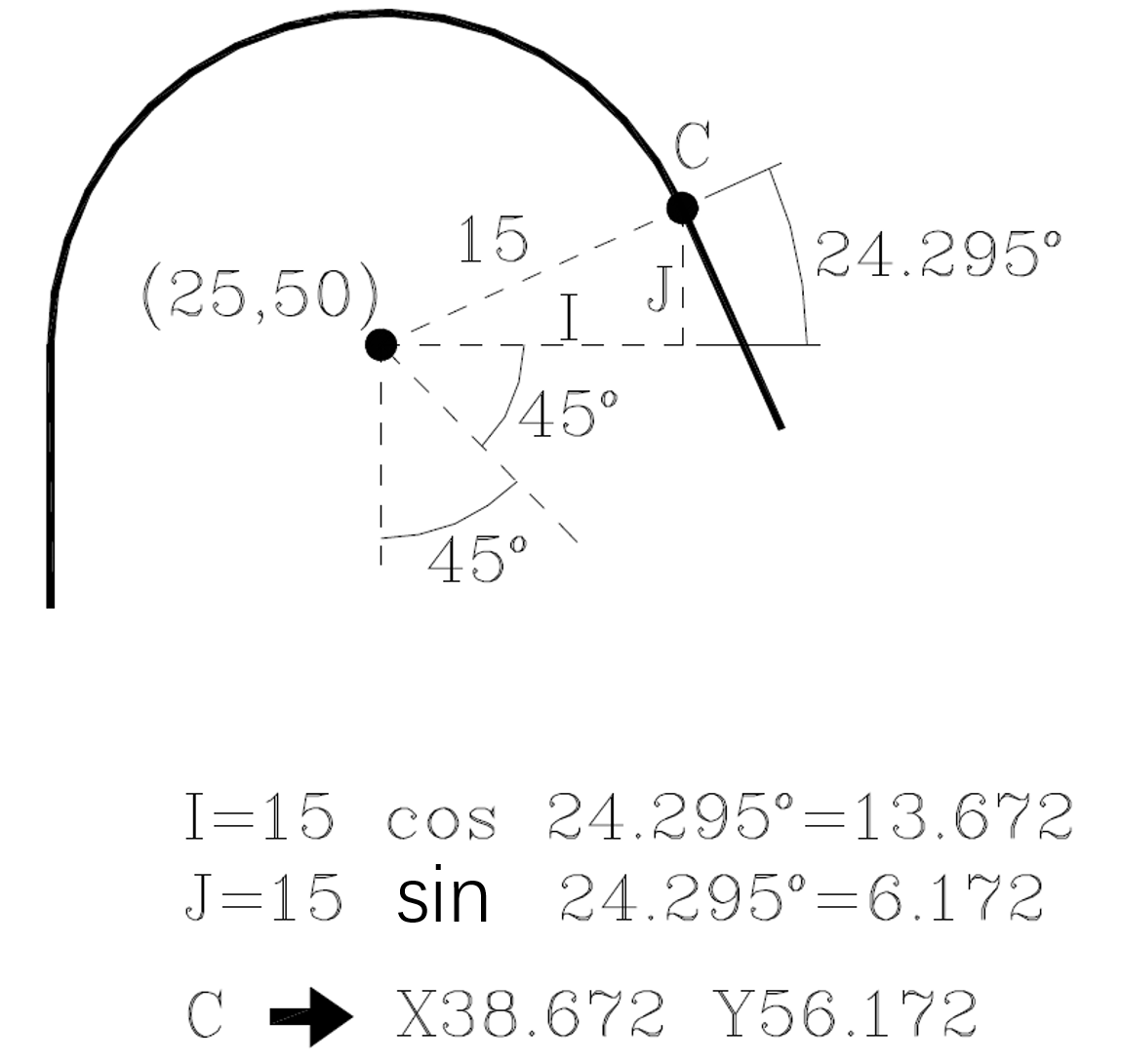
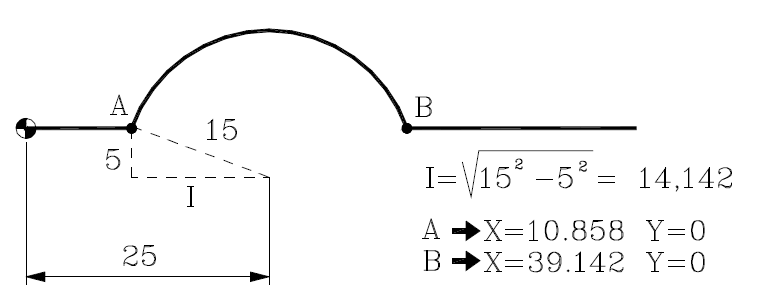
练习五:圆弧编程练习(节点计算)
已知条件:
工件:不考虑。
刀具:不考虑。转速S=1000;下刀速度F=150,进给速度F=250。
WCS:工件左下角为X0,Y0;以毛坯上表面为Z0,切削深度为5mm。安全平面(初始平面)位置Z100,参考平面Z5。
从左下角开始编程加工,加工路径方向为逆时针。
要求:
使用绝对坐标方式编程。程序中正确使用G40/G41/G42指令。
练习六:倒圆指令编程练习
已知条件:
工件:不考虑。
刀具:不考虑。转速S=1000;下刀速度F=150,进给速度F=250。
WCS:工件左下角为X0,Y0;以毛坯上表面为Z0,切削深度为5mm。安全平面(初始平面)位置Z100,参考平面Z5。
从左下角开始编程加工,加工路径方向为逆时针。
要求:
使用绝对坐标方式编程。程序中正确使用G40/G41/G42指令,G36倒圆指令。