铸铁的焊接
首先,铸铁焊接可是有特殊要求的哦,因为铸铁在焊接过程中容易发生裂纹和变形,所以需要掌握一些技巧和方法。
一、焊接前的准备
●铸铁件清洗:得把铸铁件表面的氧化物、油污、水分等清除干净,这样才能确保焊接质量嘛。
●焊接材料选择:得根据铸铁件的材质和焊接要求,选择合适的焊接材料,比如铸铁焊条、镍基焊条等。这些材料得具有良好的流动性和塑性,并能与铸铁形成良好的冶金结合哦。
二、焊接方法
●预热焊:这是最常用的铸铁焊接方法之一啦。得把铸铁件预先加热到一定的温度(通常是300~600℃),然后再进行焊接。预热可以降低焊接时的热应力和冷变形,减少产生裂纹的可能性哦。
●冷焊:这种方法呢,就是铸铁件不进行预热就直接焊接啦。不过呢,它的焊接质量比较差,容易产生裂纹,所以一般用于对焊接质量要求不高的场合哦。
施加预应力焊:在焊接过程中或焊接后对铸铁件施加预应力,这样可以抵消焊接产生的残余应力,也能减少裂纹的产生呢。
●填充焊:得用焊条或焊材填补铸铁件的裂纹、砂孔等缺陷哦。得根据缺陷的大小和形状选择合适的焊条或焊材,并采用合理的焊接工艺才行呢。
铸铁的焊接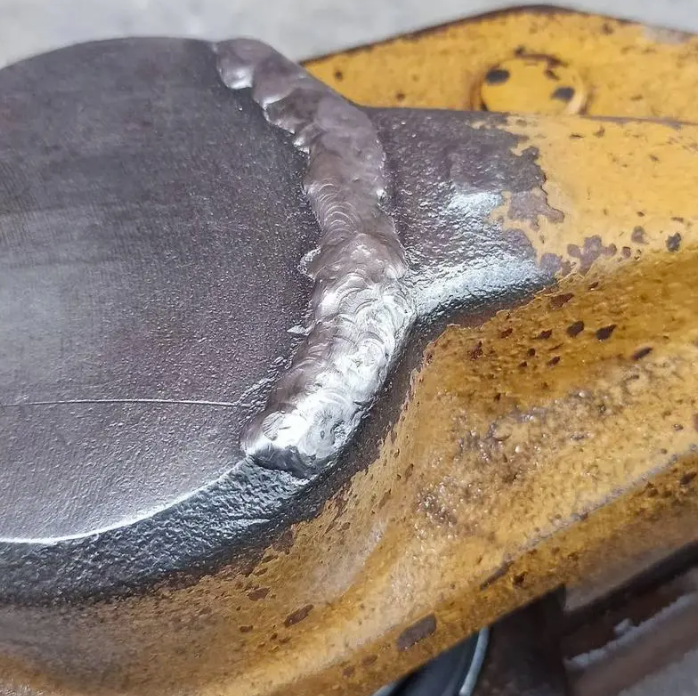
铸铁是指含碳量大于2%的铁碳合金。铸铁中,除了含有铁、碳以外,还含有硅、锰、磷、硫等元素。在某些特殊用途的合金铸铁中,还分别含有铜、镁、镍、铂或铝等元素,这些元素的存在很大程度上影响了铸铁的焊接性能。
铸铁的常见种类有4种,分别是灰口铸铁、 白口铸铁、可锻铸铁、球墨铸铁。
我们来先说一下常见的灰口铸铁,灰口铸铁中的碳是以片状石墨的形式分布于金属基体中(基体可为铁素体、珠光体或铁素体+珠光体),断口呈暗灰色。它具有成本低、铸造性能好、容易切削加工、吸振、耐磨等优点,至今仍是工业中应用广泛的一种铸铁。常用于各种制造机床床身、机架、减速箱、汽缸体等。
白口铸铁中的碳多以渗碳体(Fe3C)形式存在,断口呈白亮色,性质硬而脆,无法进行机械加工。
渗碳体性能硬而脆,其硬度为800HBW左右,因而白口铸铁切削加工困难;在机械制造中,主要是用来制造一些耐磨件,如轧辊等,很少用于制造机械零件的焊接应用。
可锻铸铁是将白口铸铁通过高温(900~1000℃)长时间的石墨化退火,使渗碳体发生分解,形成团絮状石墨并分布于金属基体中的铸铁。与灰铸铁相比,具有较好的强度和塑性,耐磨性和减振性优于碳钢;可锻铸铁多适于制造形状复杂,主要用于管类零件和农机具等。如:各种管接头以及拖拉机、汽车、纺织机械零件等。
球墨铸铁是指碳以球状石墨存在的铸铁,它是将灰口铸铁原材料熔化后,加入球化剂进行球化处理后得到的。强度接近于碳钢,具有良好的耐磨性和一定的塑性,并能通过热处理改善性能。广泛用于机械制造业中,常用于制造曲轴、大型管道、受压阀门和泵的壳体、汽车减速器外壳及齿轮、涡轮、蜗杆等。

铸铁的焊接过程中的注意事项
●控制焊接温度:铸铁的焊接温度范围相对较窄(通常为1350~1450℃),所以得控制好温度,避免过热导致铸铁炭化、破坏铁素体结构、降低焊接强度哦。
●控制焊接速度和电流:焊接速度过快会导致焊接接头冷却不均匀,容易产生裂纹;焊接速度过慢又会使热量积聚过多,导致过热现象,影响焊接强度。焊接电流的大小也直接影响焊接强度和质量呢,所以得选择合适的焊接电流哦。
●注意保护气氛:焊接时,应尽量采用保护气氛(如纯氩气氛),避免空气中的氧气和水汽对焊接接头产生不利影响哦。
●焊接完成后,还得对铸铁件进行焊后处理呢。比如进行退火、回火、振动时效等处理,以消除焊接产生的残余应力,减少裂纹的产生。还得对焊接部位进行打磨、抛光处理,以满足使用要求。
1978年-1980年,在第七机械工业部第一研究院211厂技工学校焊接专业学习。
1980年-1982年,在第七机械工业部第一研究院211厂14车间当工人。
1982年-1988年,在航天工业部第一研究院211厂14车间当工人。
1988年-1993年,在航空航天工业部第一研究院211厂14车间当工人(1991年10月任技师),其间于1988年-1992年在首都联合大学机械制造与工艺专业学习。
1993年-1999年,在中国航天工业总公司第一研究院211厂14车间当工人(1997年9月任高级技师)。
1999年-2005年,在中国航天科技集团公司第一研究院211厂14车间当工人(2000年12月任航天特级技师),其间于2000年-2003年在北京理工大学计算机科学与技术专业学习,毕业获学士学位。
2005年-2012年,任中国航天科技集团公司第一研究院211厂14车间高凤林班组组长。
2012年-2017年,任中国航天科技集团公司第一研究院211厂14车间高凤林班组组长,第一研究院首席技能专家。
2017年12月-2018年10月,任中国航天科技集团有限公司第一研究院211厂14车间高凤林班组组长,第一研究院首席技能专家。


