
案例6.2 汽车发动机压装气门锁夹系统
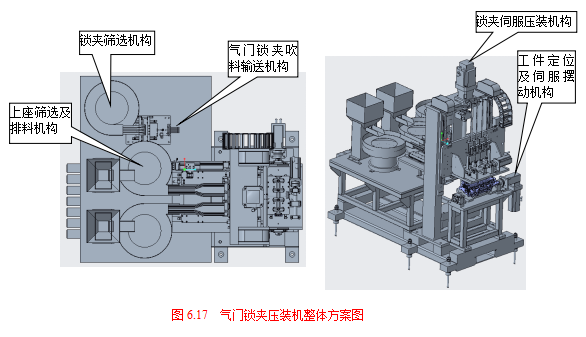
气门锁夹是发动机配气系统的重要部件,安装于气缸头的进、排气门杆上。将锁夹压装到气门杆上需要依靠专门的装置进行,气门锁夹压装机整体方案图如图 6.17所示。设备为全自动压装设备,用于发动机的缸盖气门锁夹的压装,分两工位,两台分别压装进气侧和排气侧气门锁夹;设备设有4个压头,分两次压装发动机缸盖的进气侧或者排气侧的8气门的夹锁(为兼容三缸机,避免第四个缸的压头与三缸机机壁碰撞,其中一个缸的压头设有避开装置,四缸机压装时,压头伸下,三缸机压装时,它让开),设备压装采用锁夹跟上座分开送料的方式,以实现三槽锁夹的压装;设备的工件定位及伺服摆动机构通过伺服进行驱动可实现对工件的摆动,以适应设备对V形气门缸盖的气门锁夹的压装;设备主要由机架、工件定位及伺服摆动机构、气门锁夹伺服压装机构、上座筛选及排送料机构、锁夹筛选机构、锁夹送料机构等组成。
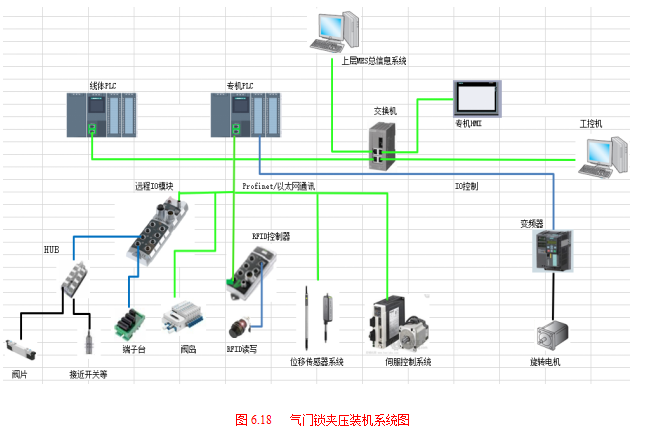
压装气门锁夹动作流程是典型的逻辑顺序动作过程。逻辑顺序控制是PLC最基本的控制功能,在工厂自动化(FA)和计算机集成制造系统(CIMS)内占重要地位,是应用面广,发展迅速的工业自动化装置,它更加适合工业现场和市场的要求,来完成各种各样的复杂程度不同的工业控制任务。所以压装气门锁夹过程由PLC作为控制器。气门锁夹压装机系统图如图6.18所示。
一、压装气门锁夹动作流程
压装气门锁夹设备的工作流程分六步,具体动作内容如表6.4所示。
表6.4 压装气门锁夹动作流程表
序号 | 动作内容 | 用时(S) | 重叠时间(S) |
1 | 工件进入工位,停止器挡住工件,读取机型信息 | 6 | |
2 | 抬起定位把工件托起定位、工件摆动机构把工件摆到位(同时上座送料机构把上座送到正下方,压头往下行走取上座) | 6 | |
3 | 上座送料机构复位,压装机构把上座继续带上座下压到位,锁夹吹料机构把锁夹吹送到压头里,压头夹臂把锁夹夹抱到气门导杆上 | 30 | |
4 | 压装机上提,锁夹与上座安装到位 | 3 | |
5 | 压装完毕,设备复位 | 6 | |
6 | 下一工位没料时,工件放行到下一工位 | 6 | |
总共用时 | 51S |
二、PLC 输入输出总揽
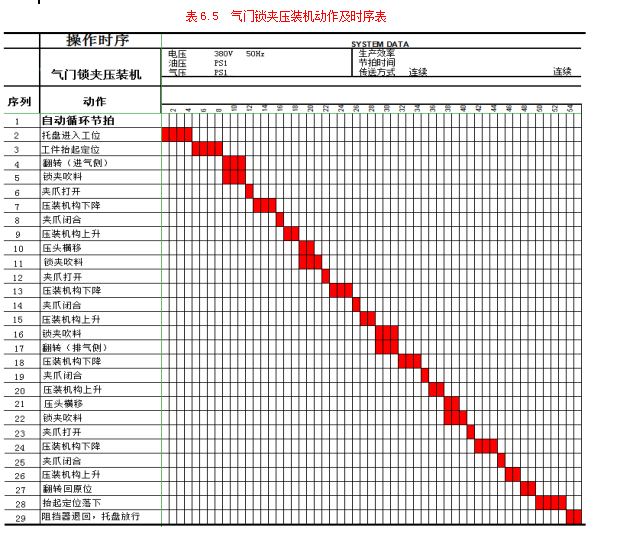
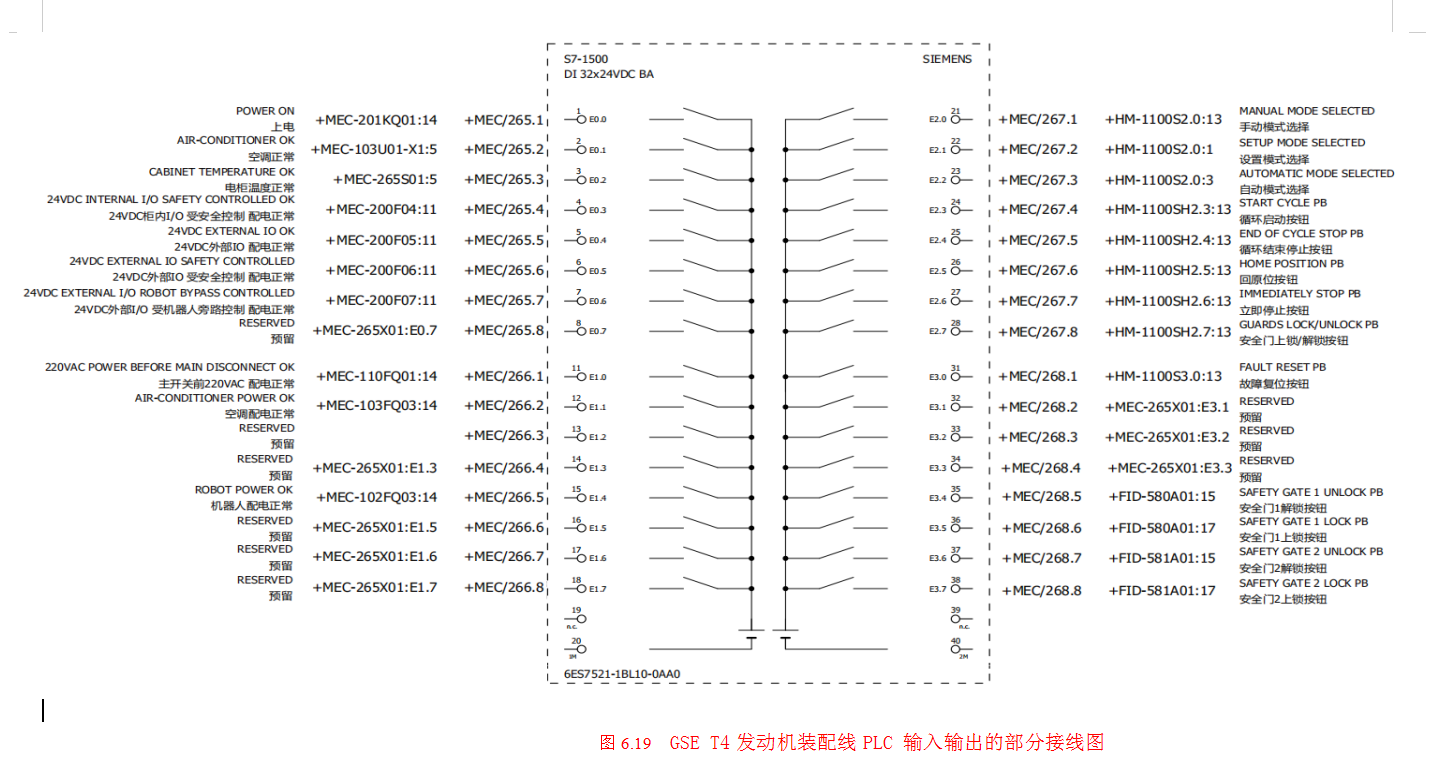
气门锁夹压装机动作及时序表如表6.5所示。GSE T4发动机装配线PLC 输入输出的一部分接线图如图6.19所示。
 三、程序的编写与调试
三、程序的编写与调试
汽车发动机气门锁夹的压装工艺过程,采用西门子S7-1500控制。由于西门子S7-1500集成了运动控制、工业信息安全和故障安全功能, CPU模块功能强大,可供用户使用的资源充足,从硬件方面说S7-1500PLC的处理速度更快,联网能力更强,诊断能力和安全性更高、其组态和编程效率高,信息采集和查看方便等优点,解决了气门锁夹压装过程中,存在压装不到位、漏压装或者锁夹压溃的问题,导致锁夹不能合格装配,影响装机质量和生产节拍等问题,提高了配气机构运行的稳定性。
西门子s7-1500编程软件用STEP 7 Professional V12 软件。打开STEP 7 Professional V12 软件→在欢迎界面中,点击“创建新项目”,填写项目名称并选择存放路径后,请点击“创建”按钮→项目成功创建后,点击左下角的“项目视图”转到编辑界面→点击项目名称左边的小箭头展开项目树,双击“添加新设备”(先插入一个PLC→配置具体的模块)→设备组态完成后,为了提高程序的可读性,编写变量表,接下来编程(依次点击软件界面左侧的项目树中的“PLC”、“程序块”左侧的小箭头展开结构,再双击“Main[OB1]”打开主程序),再对S7-1500进行项目下载与调试。

