第1课 认识机电一体化技术与系统
主要内容:
1. 讲解课前的三个案例,感性认识机电一体化系统;
案例1锂电池模组装配生产线(6 : 24) .mp4
案例2盒饭生产过程(5: 39 ) .mp4
案例3数控机床加工(2: 13) .mp4
2. 讲解1.1.0 “机电一体化概述”视频,引入机电一体化概念;
1.1.0机电一体化概述(4: 18 )
3.观看视频,教师在线答疑
1.1-1.2 机电一体化技术的重要性与发展趋势(12:35).mp4
1.1.3 机电一体化系统的组成(10:08).mp4
1.1.4 机电一体化的关键技术(9:38).mp4
1.1.5 机电一体化常用组件(3:38).mp4
1.1.6 机电一体化常用的名词术语(8:44).mp4
4. 完成课后作业
【任务描述】
本任务包括“机电一体化技术应用的重要性”、“机电一体化技术的发展趋势”、“机电一体化系统的组成”、“机电一体化的关键技术”、“机电一体化的常用组件、“机电一体化系统中常用的名词术语”六部分内容,通过学习,可具备本任务要求的以下技能目标和知识目标:
【任务目标】
技能目标
(1)会分析机电一体化系统的各组成部分;
(2)能列举各行业机电一体化产品的应用实例,并分析各产品中相关技术的应用情况;
知识目标
(1)了解机电一体化技术应用的重要性及发展趋势、掌握机电一体化系统各组成部分及其作用;
(2)了解机电一体化的关键技术、常用组件和常用的名词术语等概念。
建议学时:2个学时
机电一体化是涉及机械、电气、电子、控制工程、信息和计算机技术等多学科的综合性学科,是工业技术的重要发展方向。许多领域通过应用机电一体化技术,取得了技术和产品更新的显著效果。
机电一体化一词“Mechatronics”是由日本人在1971年首创的一个新词。
观看视频 : 1.0 机电一体化概述(4:08)
在开始本任务学习之前,同学们首先观看以下三个视频,大家思考:
1. 视频案例1 中,机器人是怎么如此“听话”,按照我们的要求给我们完成锂电池模组装配的?
2. 视频案例2 中,仔细观看,那个盛米的盆到达了几个位置,最后变成一盆饭的?根据你掌握的知识,你觉得应该如何定位呢。
3. 视频案例3 中,数控机床加工工件过程中,有几种运动形式,你觉得应该是有几台电动机驱动的?
案例1 锂电池模组装配生产线(6:24)
(视频只用于教学,不产生其他经济效益)
案例2 盒饭生产过程(5:39)
(视频只用于教学,不产生其他经济效益)
案例3 数控机床加工(2:13)
(视频只用于教学,不产生其他经济效益)
以上三个视频内容均属于机电一体化产品或系统,学习《机电一体化技术》这门课,上面三个问题都会迎刃而解。
以下5个视频感兴趣的同学选择性观看,都是常见的机电一体化系统:
视频1 鱼的分拣装置(00:16)
(视频只用于教学,不产生其他经济效益)
视频2 轮胎自动装配线(2:23)
(视频只用于教学,不产生其他经济效益)
视频3 奇瑞汽车轮胎自动压装(00:16)
(视频只用于教学,不产生其他经济效益)
视频4 华航唯实制造单元与集成应用(1:19)
(视频只用于教学,不产生其他经济效益)
视频5 20米立车加工工件内经(00:20)
(视频只用于教学,不产生其他经济效益)
一、机电一体化应用技术的重要性与发展趋势
机电一体化技术在产品设计、制造以及生产经营管理等方面的优势已经体现在生产与生活的各个领域。其主要表现如下:
(1)简化机械结构,提高精度。
(2)易于实现柔性化和多功能。
(3)产品开发周期短、竞争力强。
(4)生产方式向高柔性、综合自动化发展。
(5)促进经营管理体制发生根本性变化。
近些年来,由于科学技术的迅猛发展和市场竞争的加剧,机电一体化技术不但向商业、银行、医疗和农业自动化领域拓展,而且在机械产品、工厂自动化领域也涌现出不少新技术,如微机械(micromachine)、智能机械或灵巧机械、快速原型(RPM)、并行和同步工程、制造单元工程(MCE)、智能制造控制(IMC)、灵活敏捷制造( agile manufacturing)。
二、机电一体化技术的发展趋势
机电一体化是集机械、电子、光学、控制、计算机、信息等多学科的交叉综合,它的发展和进步依赖并促进相关技术的发展和进步。一方面,光学、通信技术等进入了机电一体化,微细加工技术也在机电一体化中崭露头角,出现了光机电一体化和微机电一体化等新分支;另一方面 ,对机电一体化系统的建模设计分析和集成方法,机电一体化的学科体系和发展趋势都进行了深入研究。同时,人工智能技术、神经网络技术及光纤技术等领域取得的巨大进步,为机电一体化技术开辟了发展的广阔天地,也为产业化发展提供了坚实的基础。
未来机电一体化技术的主要发展方向如下:
(1)智能化。(2)模块化。(3)网络化。(4)微型化。(5)绿色化。(6)系统化。
观看视频: 1.1-1.2 机电一体化技术的重要性与发展趋势 (12:32)
三、机电一体化系统的组成
传统的机械产品一般由动力源、传动机构和工作机构等组成。机电一体化系统是在传统
械产品的基础上发展起来的,是机械与电子信息技术结合的产物,除了包含传统机械产品的组成部分外,还含有与电子技术和信息技术相关的组成要素。一般而言,一个较完善的机电一体化系统包括机械本体、传感检测部分、电子控制单元、执行器和动力源,各要素之间通过接口相联系的示意图如图所示。

观看视频: 1.3 机电一体化系统的组成(10:06)
四、机电一体化的关键技术
机电一体化的关键技术主要有:
传感与检测技术、信息处理技术、自动制技术、伺服驱动技术、机械技术、系统集成技术。
观看视频:1.4 机电一体化的关键技术(9:39)
五、机电一体化的常用组件
在运动控制中,经常会使用一些常用的组件进行组合完成自动控制的功能,这些器件一般包括以下4种。
(1)机械部件。机械部件主要完成定位的机械功能,如导轨、丝杆、电主轴、转台、变速箱等。
(2)传感部件。传感部件主要完成信息采集功能,如位移/位置传感器、角度传感器、温度传感器、速度传感器、加速度传感器、机器视觉等。
(3)控制部件。控制部件接收传感器部件传递的信息并进行计算后输出结果至执行器,如PLC、PAC、工业控制计算机、数控系统等。
(4)执行器。执行器接收控制部件的结果并执行运动功能,如伺服电动机、步进电动机、直线电动机等。需要说明的是,一般执行器并不只有机械部件,大多情况下有相应的驱动器,即特定的电源供应,如伺服电动机需要特定的伺服驱动器等。
以上4种组件可以完成机电一体化的基本功能,其中需要在控制器中编写软件,以符合控制设计。所以,机电一体化的功能是软硬件共同完成的,它们的协同工作使得机电一体化系统成为可能。组成这种工业系统的关键点如下:
(1)传感器信息采集和控制器以及执行器之间的信号接口的匹配,即信号的定义是否相同
(2)驱动器的参数设置。
(3)软件的编写。
观看视频: 1.5 机电一体化常用组件(3:38)
六、机电一体化系统中常用的名词术语
(1)信号
(2)系统 系统是由一些相互联系、相互制约的若干组成部分结合而成,具有特定功能的一个有机整体,是加工信号的机构。
评价机电一体化系统的3个性能指标:稳定性、快速性、准确性。
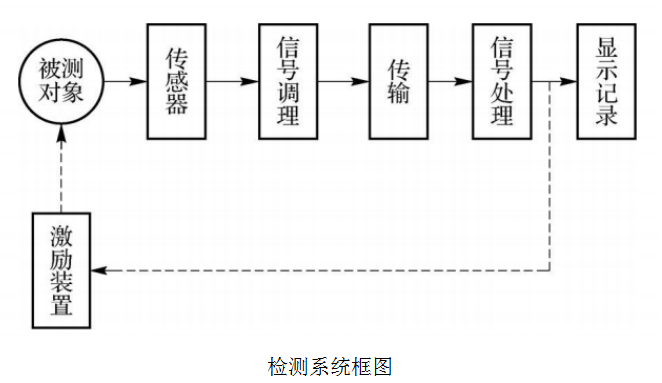
(3)传感器
检测系统如图所示。
(4)伺服。伺服是使物体的位置、状态等输出被控量能够跟随输入目标(或给定值)的任意变化而变化的自动控制系统,又称为随动控制。
伺服系统可分为开环、半闭环、闭环控制系统。如图所示,具有反馈的闭环自动控制系统由检测部分、反馈偏差比较部分、控制主体和受控主体(执行部分)及被控对象组成。

观看视频: 1.6 机电一体化常用的名词术语(8:40)
思考题
1.简述机电一体化系统主要由哪几部分组成?
2.机电一体化中相关技术有哪些。
3.以下三个机电一体化系统案例,选取其中一个,指出系统中哪些结构完成了对应机电一体化系统各组成部分的功能;
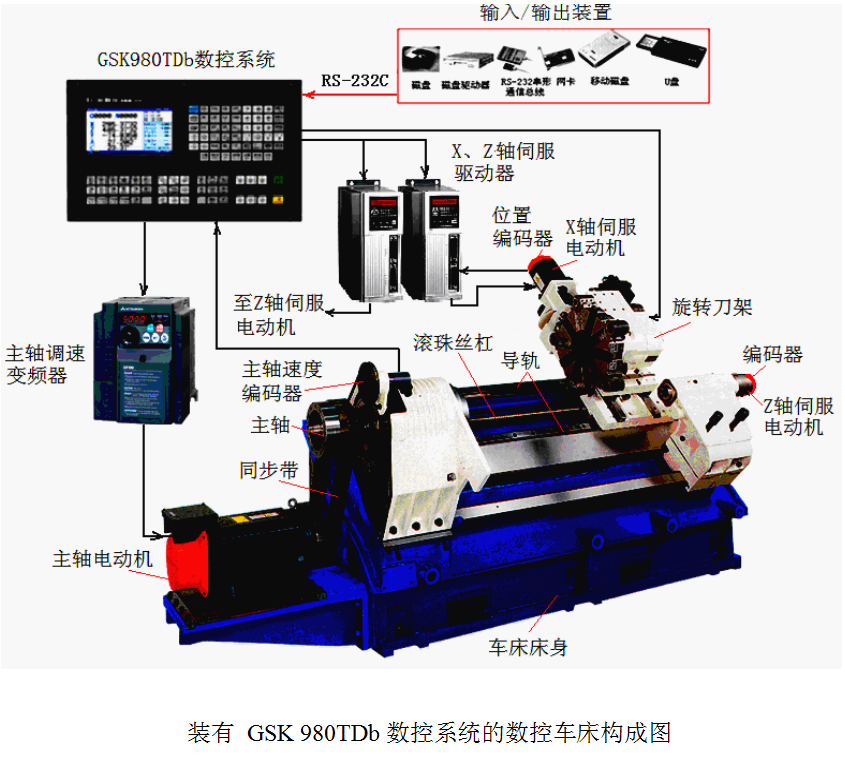
案例1 数控车床
数控车床构成图如图 所示。该数控车床包括机床本体和数控系统两大部分。机床本体有:车床床身、主轴机构、 旋转刀架及x轴、Z轴滚珠丝杠传动机构等。数控系统则有: CNC数控计算机、图 中用的是广州数控公司产的GSK 980TDb车床数控系统),程序输入/输出装置(CF存储卡、U盘、RS-232C 串行通信接口等)、x轴与Z轴伺服进给驱动放大器和伺服电动机、主轴变频器和主轴电动机等。CNC数控计算机通过RS-232C串行通信接口或CF存储卡等输入装置接收机械零件轮廓加工程序,然后按要求的精度和速度对零件轮廓曲线轨迹进行插补计算并发出指令,该指令送伺服驱动放大器进行功率放大,驱动X、Z坐标轴的伺服电动机运转,再经滚珠丝杠传动机械使旋转刀架上的刀具进行零件切削加工。刀架的x、z轴方向移动位置和速度,由装于伺服电动机内部(尾端同轴安装)的光电编码器测量并反馈至驱动器与CNC数控计算机。旋转刀架的自动换刀和润滑、切削液控制则由CNC内置的PLC控制。显然, 该数控车床是一台复杂的机电一体化装置,它是由CNC、PLC合一的计算机控制器、伺服驱动执行单元、测量反馈传感器以及依附于机床床身的主轴与进给传动机构等,构成一个完整的典型的机电一体化系统。
案例2 高速公路自动收费系统
高速公路自动收费系统,如图所示。该系统由带车距、车高、载重(电子磅秤)等传感器检测的车型识别器、带刷卡器的自动收费计算机、集中处理装置、带摄像头的监控装置、出口放行栏杆电动机等组成。该系统首先由车型识别器中的车距、车高和载重等传感器
信号判别来车的车型(小汽车、面包车、大客车、载重卡车)。根据车型、载重等信号。计算机自动识别并选定收费标准,然后由车主到自动收费机条形卡识别系统刷卡,由集中收费处理装置办理收费手续,完毕后发出信号,开启出口放行栏杆。

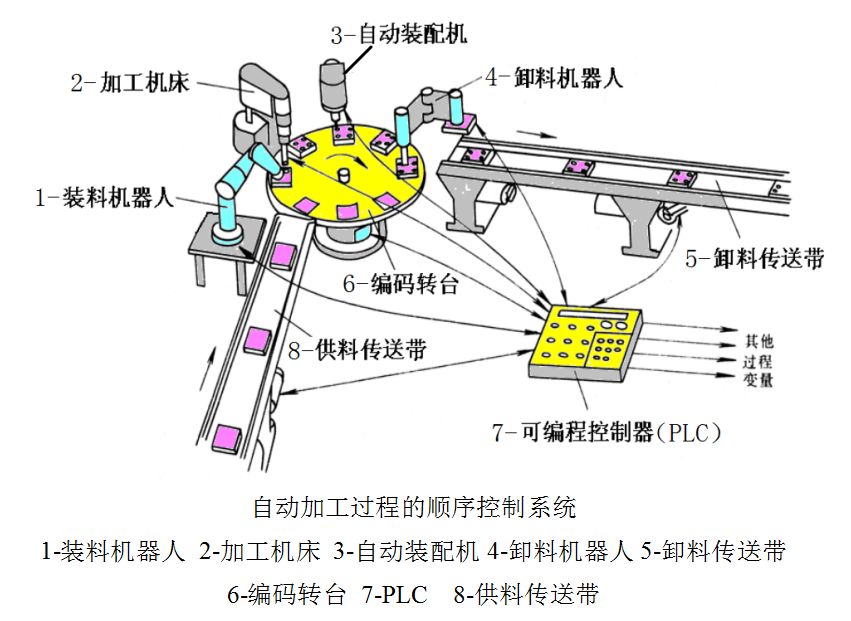
案例3 自动加工过程的顺序控制系统
如图所示的是某自动化生产线的一个制造单元。它由供料和卸料传送带、装料和卸料机器人、加工机床、自动装配机以及编码转台等组成,这些设备之间是按顺序控制工作的。顺序控制装置根据传送带上光电检测装置、机器人手臂转动的转速与转角检测装置、转盘上的绝对式光电编码器等装置采集的各输入信号状态,按事先编制的顺序程序进行逻辑运算、判断和决策并发出控制指令,决定供料和卸料传送带、装料和卸料机器人手臂以及自动装配机与编码转台各伺服电动机的自动启停,配合加工机床自动完成机械零件的加工,装配、检验甚至包装,实现机械制造过程的自动化。顺序控制器一般用PLC实现,它是工业控制计算机的一种。