(一)车间作业调度
前面讲到加工提前期(生产提前期)。加工提前期包括订单准备时间、排队时间、换模时间、运行时间、移动时间、检验时间及入库时间。车间作业排序的目的之一就是想办法缩短加工提前期。我们要缩短提前期,就需要想办法缩短或减少以上的准备时间、排队时间等各种时间。其中,缩短或减少排队时间的管理,以排队时间为研究和管理对象的管理称为等候线管理。
等候线管理较常见的应用是服务行业(可能因为服务行业的排队比较多,比如银行、医院及相关办事部门等),但在车间作业计划或生产计划排程中也可完全应用。生产中(车间作业)的等候线是指作业任务到达工作中心时处于等待的一种状态。
生产车间的等候线管理也称为车间作业调度。车间作业调度的目的就是降低在制品数量和缩短加工提前期。最理想的等候线自然是作业到达工作中心时可以立即上线生产,不用等候,这样不仅能缩短提前期,也能减少在制品的库存,并且让工作中心的产能得到充分利用。但是,这只是一种理想的境界。
在实际工作场景中,每个工作中心或产能、物料等资源与需求并不完全均衡(有绝对不足,也有相对不足,比如忙闲不均),这就需要我们进行等候线管理。等候线管理的目的,就是平衡工作中心的产能等资源与需求匹配,从而使整个等候线的总成本最低。即等候线管理是尽可能地靠近上述那种最理想的状态。
(二)并行作业
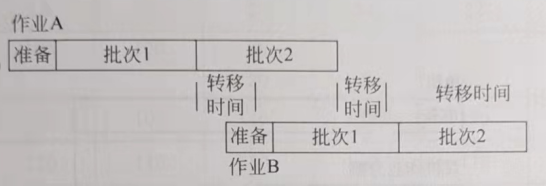
在并行作业(operation overlapping)中,允许下一个作业在前一个作业整个批次完成前进行。由于第2个作业在第1个作业加工完订单中的所有零件前开始,这就减少了总生产提前期。下图所示即为并行作业如何进行及可能减少的提前期。
在并行作业中,要注意加工批量(process batch)和转移批量(transfer batch )概念的不同之处。加工批量是指已经下达要生产的订单的总的批量。而转移批量指的是从一个工作中心转移到另一个工作中心的数量。加工批量可以由一个或多个转移批量构成。
在实施并行作业时,一个订单至少分为两批。当第一批在A作业完成后就传送倒B作业。在上图中,假设B作业直到收到第一批后才能准备就绪。在A作业完成第一批继续加工第二批时,经过一定转移时间后,B作业就开始加工第一批。A作业完成第二批后继续将其传送到B作业。如果批量大小合适,B作业将没有闲置时间。制造提前期由于时间的交叉和消除了排队时间而得以缩短。
并行作业是加速生产订单的一种方法,但会产生一些成本。第一,搬运成本增加,尤其是并行进行的作业不在一起时。第二,可能增加其他订单的排队时间和提前期。第三,在第2个作业空等第1个作业的零件时不能增加产能,而是可能降低产能。
并行作业的关键问题在于确定转移批量的大小,以确保B作业能连续进行。如果B作业上的单件加工时间短于A作业,第一批次必须足够大以避免B作业上的闲置时间。
(三)作业分割
作业分割(operation splitting)是缩短制造提前期的另一种方法。订单被分割成两个或更多的批次,同时在两台或多台机器上加工。如果批量分割成两部分,提前期中的加工时间被有效地缩减一半,尽管会增加额外的准备工作。
作业分割在以下情况非常适用:
与加工时间相比准备时间较短。
另一个合适的加工中心正好处于空闲状态。
一个操作者能够同时操作多于一台的机器。
具有多个同样的工具和设备。
最后一个条件通常在机器自动加工作业时存在,这样能够留给作业人员准备其他机器的时间。装卸工件所需要的时间必须短于工件的加工时间。例如,装卸工件所需要的时间是2分钟,加工时间是3分钟,作业员在第二台机器工作期间就有时间在第一台机器上装卸工件。
(一)并行作业排程
一个订购100件产品的订单在A和B两个工作中心加工。A的准备时间是30分钟,加工时间是每件10分钟。B的准备时间是50分钟,加工时间是每件5分钟。两个作业之间的等待时间是4小时。A和B之间的搬运时间是10分钟。B作业后的等待时间是4小时,搬运到仓库的实际是15分钟。在其他工作中心没有排队等待,计算订单总的生产提前期。
根据制造提前期技能学习部分内容,可以计算得出在非并行作业模式下该订单总的制造提前期是2085分钟。如果去除A、B之间等待时间和B到仓库的等待时间,则该订单总的制造提前期是1605分钟。计算过程如下:
A工作中心的作业时间=30+100×10=1030分钟
等待时间=240分钟
从A到B的搬运时间=10分钟
B工作中心的作业时间=50+100×5=550分钟
等待时间=240分钟
从B移动到仓库的时间=15分钟
总的生产提前期=2085分钟
去除等待时间后的生产提前期=2085-4×60-4×60=1605分钟
现如果把整个批量100件分为70和30两个批量以进行并行作业A和B。A、B之间等待时间和B到仓库的等待时间忽略,搬运时间相同。B作业的准备在A批次到达时才开始。计算该订单总的生产提前期,相对于非并行作业模型,并行作业模式可以节省了多少时间?
计算过程:
批量70在A上的作业时间=30+70×10=730分钟
A、B之间的搬运时间=10分钟
批量100在B上的作业时间=50+100×5=550分钟
从B到仓库的移动时间=15分钟
总的制造提前期=1305分钟
节省的时间=2085/1605-1305=780/300分钟
(二)作业分割排程
某个工作中心加工某部件的准备时间是100分钟,每件加工时间是3分钟。若在两台设备上同时加工500件的订单,两台机器可以同时准备,计算总的作业时间。
作业分割前总的作业时间=100+3×500=1600分钟
作业分割后总的作业时间=100+3×250=850分钟
作业分割后的节省时间=1600-850=750分钟
思考:如果两台设备不能同时准备会怎么样?