1 极间介质的电离、击穿,形成放电通道
当脉冲电压施加于工具电极与工件之间时,两极之间立即形成一个电场。电场强度与电压成正比,与距离成反比,随着极间电压的升高或是极间距离的减小,极间电场强度也将随着增大。由于工具电极和工件的微观表面是凸凹不平的,极间距离又很小,因而极间电场强度是很不均匀的,两极间距离最近的A、B 处电场强度最大,如图2-7(a)所示。
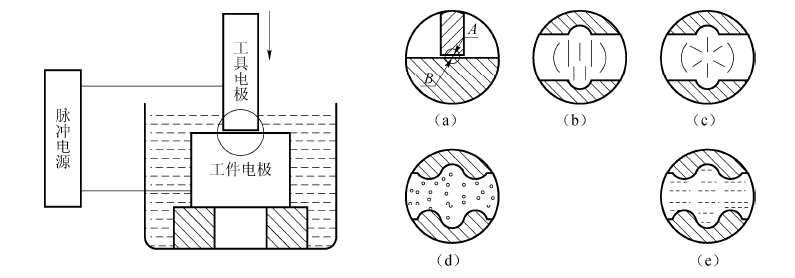
工具电极与工件电极之间充满着液体介质,液体介质中不可避免地含有杂质及自由电子,它们在强大的电场作用下,形成了带负电的粒子和带正电的粒子,电场强度越大,带电粒子就越多,最终导致液体介质电离、击穿,形成放电通道。放电通道是由大量高速运动的带正电和带负电的粒子及中性粒子组成的。由于通道截面很小,通道内因高温热膨胀形成的压力高达几万帕,高温高压的放电通道急速扩展,产生一个强烈的冲击波向四周传播。在放电的同时还伴随着光效应和声效应,这就形成了肉眼所能看到的电火花。
2 电极材料的熔化、汽化热膨胀
液体介质被电离、击穿,形成放电通道后,通道间带负电的粒子奔向正极,带正电的粒子奔向负极,粒子间相互撞击,产生大量的热能,使通道瞬间达到很高的温度。通道高温首先使工作液汽化,进而汽化,然后高温向四周扩散,使两电极表面的金属材料开始熔化直至沸腾汽化。汽化后的工作液和金属蒸气瞬间体积猛增,形成了爆炸的特性,如图2-7(b)、(c)所示。所以在观察电火花加工时,可以看到工件与工具电极间有冒烟现象,并听到轻微的爆炸声。
3 电极材料的抛出
正负电极间产生的电火花现象,使放电通道产生高温高压。
通道中心的压力最高,工作液和金属汽化后不断向外膨胀,形成内外瞬间压力差,高压力处的熔融金属液体和蒸气被排挤,抛出放电通道,大部分被抛入到工作液中。由于表面张力和内聚力的作用,使抛出的材料具有最小的表面积,冷凝时凝聚成细小的圆球颗粒,如图2-7(d)所示。仔细观察电火花加工,可以看到橘红色的火花四溅,这就是被抛出的高温金属熔滴和碎屑。熔化和汽化了的金属在抛离电极表面时,向四处飞溅,除绝大部分抛入工作液中并收缩成小颗粒外,还有一小部分飞溅、镀覆、吸附在对面的电极表面上。这种互相飞溅、镀覆及吸附的现象,在某些条件下可以用来减少或补偿工具电极在加工过程中的损耗。
4 极间介质的消电离
加工液流入放电间隙,将电蚀产物及残余的热量带走,并恢复绝缘状态,如图2-7(e)所示。若电火花放电过程中产生的电蚀产物来不及排除和扩散,产生的热量将不能及时传出,使该处介质局部过热,局部过热的工作液高温分解、积炭,使加工无法继续进行,并烧坏电极。因此,为了保证电火花加工过程的正常进行,在两次放电之间必须有足够的时间间隔让电蚀产物充分排出,恢复放电通道的绝缘性,使工作液介质消电离。










