-
1 1 编程...
-
2 2 典型...
下一个版本修正意见:优化文字内容,内部逻辑处理。
一、梯形图基本知识
西门子PLC梯形图主要由母线、触点、线圈或用方框表示的指令框等构成的。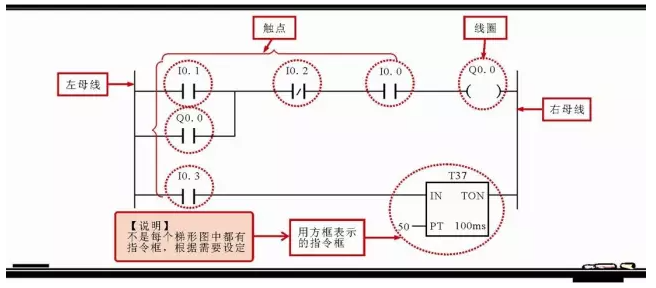
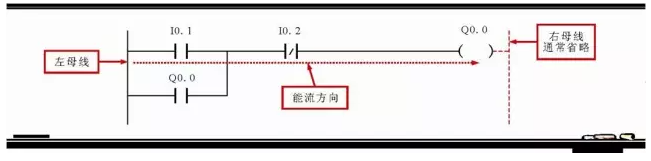
(1)母线
在西门子PLC梯形图中,左右两侧的母线分别称为左母线和右母线,是每条程序的起始点和终止点,也就是说梯形图中的每一条程序都是始于左母线,终于右母线的。
一般情况下,西门子PLC梯形图编程时,习惯性的只画出左母线,省略右侧母线,但其所表达梯形图程序中的能流仍是由左母线经程序中触点I0.1、I0.2、线圈Q0.0等至右母线中的过程。
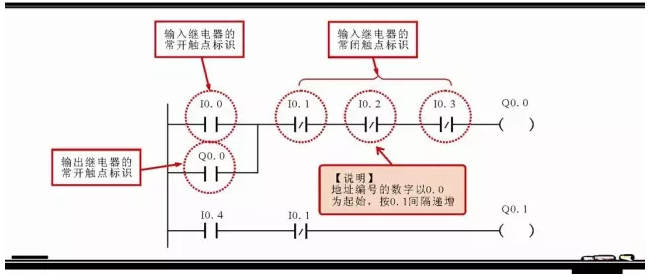
(2)触点
在西门子PLC梯形图中,触点可分为常开触点和常闭触点,其中常开触点符号为“-| |-”,常闭触点符号为“-|/|-”,可使用字母I、Q、M、T、C进行标识,且这些标识一般写在其相应图形符号的正上方。
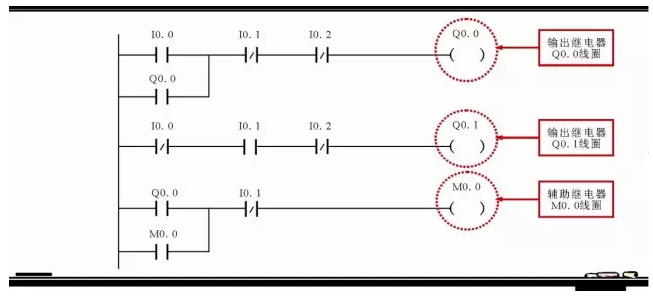
(3)线圈
西门子PLC梯形图中的线圈符号为“-( )-”,可使用字母Q、M、SM等进行标识,且字母一般标识在括号上部中间的位置。
二、梯形图中程序规则
PLC过程映像输入/输出、位存储器等软元件的触点在梯形图编程时可多次重复使用。
梯形图按自上而下,从左向右的顺序排列。每一逻辑行总是起于左母线,经触点的连接,然后终止于线圈输出或指令框,触点不能放在线圈的右边。
S7-1200PLC线圈和指令盒可以直接与左母线相连,当然也可通过系统存储器字节中的M1.2连接。
应尽量避免双线圈输出。同一梯形图程序中,同一地址的线圈使用两次及两次以上称为双线圈输出。双线圈输出容易引起误动作或逻辑混乱,因此一定要慎重。
在梯形图中,不允许出现PLC所驱动的负载(如接触器线圈、电磁阀线圈和指示灯等),只能出现相应的PLC过程映像输出的线圈。
我们总结成并联移动规则、程序行的规则、短接处理规则、元件次数规则。下面进行分类说明。
并联移动规则:在梯形图中,当多个线圈(或其他执行元件)并联时,要确保这些线圈在逻辑上是等效的,即并联的线圈应当有相同的逻辑功能。这样可以避免逻辑混乱和程序错误。

程序行的规则:程序行是梯形图中的逻辑语句,每个程序行表示一个逻辑功能或操作。在编写程序时,应确保每个程序行的逻辑清晰明确,不应出现逻辑混乱或多义性的情况。

短接处理规则:在梯形图中,短接是指两个或多个逻辑线路在同一垂直线上交叉连接,这种情况会导致程序执行时的不确定性和错误。因此,应该避免在梯形图中出现短接,确保逻辑线路的清晰和正确连接。

元件次数规则:在梯形图中,应控制每个逻辑线圈(或其他执行元件)的使用次数,避免过度使用或滥用元件,以保持程序的简洁性和高效性。同时,应合理地利用元件,避免浪费和冗余。

下一个版本修正意见:优化内容,优化页面。
三、编程规范
S7-1200 中的 LAD 编程规范通常包括以下几个方面:
模块化设计:将程序分解为模块,每个模块执行特定的功能。这有助于提高代码的可读性和维护性。
清晰的注释:在代码中添加清晰的注释,解释每个模块的功能、输入输出以及任何重要的算法或逻辑。
命名规范:使用具有描述性的变量名和标记名,以便易于理解和维护。
错误处理:在代码中考虑错误情况,并实现相应的错误处理机制,例如错误消息输出或系统状态更新。
代码重用:尽可能地重用代码片段,避免重复编写相似的功能。
调试和测试:在开发过程中进行充分的调试和测试,确保程序的正确性和稳定性。
性能优化:优化代码以提高性能和效率,例如减少循环次数或使用更有效的算法。
安全考虑:在设计和编写代码时考虑安全性,防止潜在的安全漏洞或攻击。