-
1 1 &nbs...
-
2 2 认识...
-
3 3 硬件...
下一个版本修正意见:整理图片和逻辑。

简要介绍PLC定义和西门子S7-1200系列特点,主要包括如下内容:
可编程逻辑控制器
S7-1200系列PLC
混合式协作学习
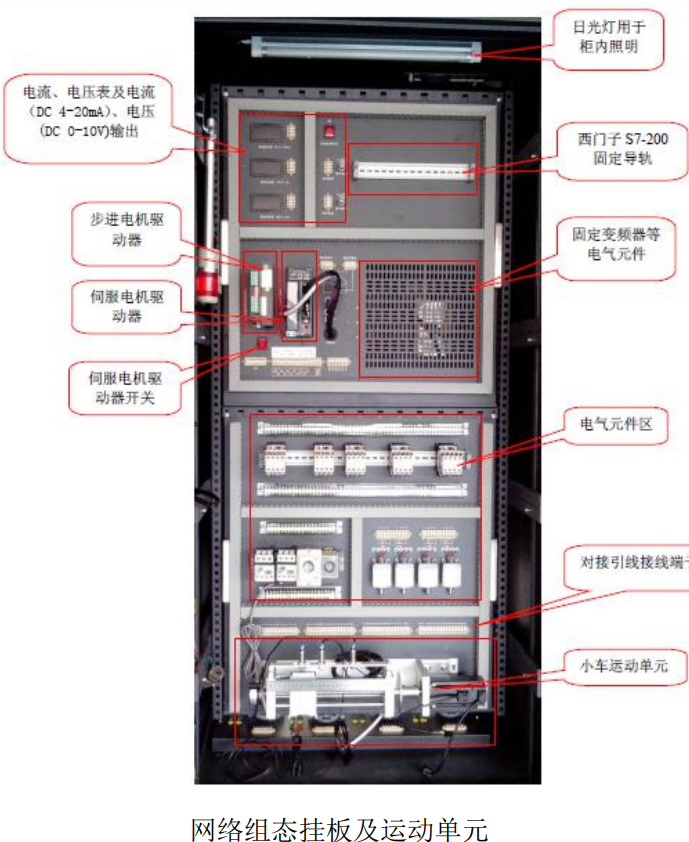
一、硬件部分





.jpg")


.jpg")
.jpg")

二、PLC相关知识
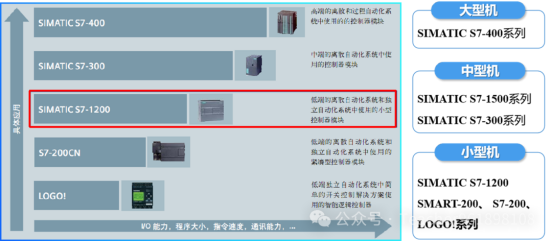
西门子S7-1200小型PLC具有集成PROFINET接口、强大的集成工艺功能和灵活的可扩展性等特点为各种工艺任务提供了简单的通信,被广泛地应用于汽车、电子、电池、物流、包装、暖通、智能楼宇和水处理等行业。
本节围绕S7-1200PLC安装与接线,来介绍PLC的产生、定义、应用领域、特点、硬件组成、工作原理及安装与接线。
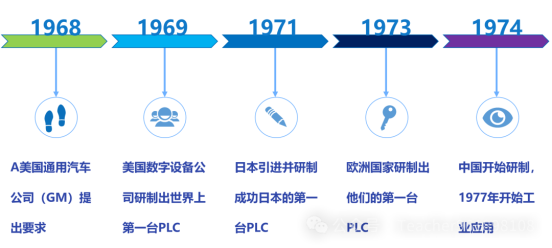
(一)PLC的产生与发展
1968年美国通用汽车公司(GM),为了适应汽车型号的不断更新,生产工艺 ionr变化 的需要,实现小批量、多品种生产,希望能有一种新型 薱控制器,它能做到尽可能 减小 重新设计和更换继电器控制系统及接线,以降低成本 ,缩短周期。提出研制一种新型控制器的要求:
(1)编程简单,可在现场修改程序;
(2)维护方便,好是插件式;
(3)可靠性高于继电器控制柜;
(4)体积小于继电器控制柜;
(5)可将数据直接送入管理计算机;
(6)在成本上可与继电器控制柜竞争;
(7)输入可以是交流115V(即用美国的电网电压);
(8)输出为交流115V、2A以上,能直接驱动电磁阀;
(9)通用性强,扩展方便;
(10)用户程序存储器容量至少能扩展到4KB。
1969年,美国数字设备公司(DEC)研制出了世界上第一台可编程序控制器,并应用于通用汽车公司的生产线上。
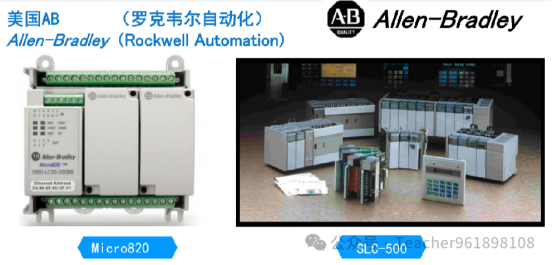
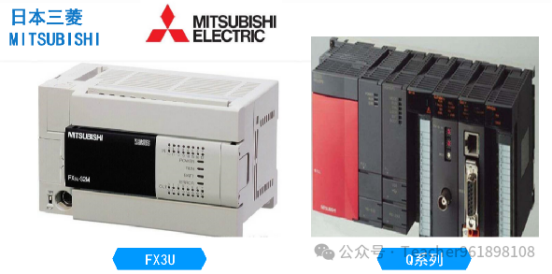
(二)PLC的主要品牌



国产PLC主要为中小型,具有代表性企业的产品有:无锡信捷电气有限公司生产的XC、XD、XG及XL系列,深圳市矩形科技有限公司生产的N80、N90及CMPAC系列,南大傲拓科技江苏股份有限公司生产的NJ200小型PLC、NJ300中型PLC、NJ400中大型PLC、NA2000智能型PLC等,深圳市汇川技术股份有限公司生产的HU系列小型PLC(H2U系列、H3U系列、H5U系列)、AM600系列中型PLC等多种产品已具备了一定的规模并在工业产品中获得了应用。


近年来,国产PLC发展非常迅猛,尽管目前我国国产PLC与欧美、日本等发达国家的PLC仍有一定的差距,但是,我们相信,通过国人的不懈努力,在不久的将来我们将迎头赶上甚至超越。
(三)PLC发展的趋势
1、产品规模向大、小两个方向发展。
2、向高性能、高速度、大容量发现发展。
3、向模块智能化方向发展。
4、向网络化方向发展。
5、向标准化方向发展。
(四)PLC的定义
国际电工委员会(IEC)1987年在PLC标准草案第3稿中定义:
可编程序控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。它采用可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式和模拟式的输入和输出,控制各种类型的机械或生产过程。可编程控制器及其有关外围设备,都应按易于与工业系统联成一个整体,易于扩充其功能的原则设计。中文名称为可编程序控制器;英文名称为Programmable Logic Controller,简称PLC。
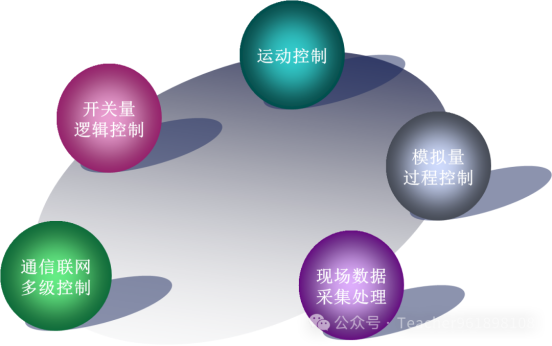
(五)PLC的特点及应用领域
1、可靠性高,抗干扰能力强。
2、编程简单、使用方便。
3、功能完善、通用性强。
4、设计安装简单、维护方便。
5、体积小、重量轻、能耗低,易于实现机电一体化。
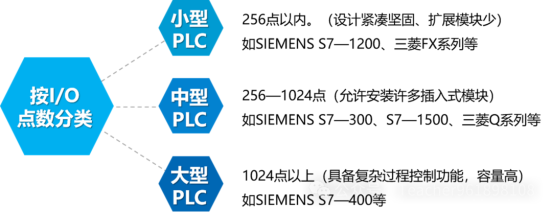
(六)PLC的分类
6.1 按点数分类
6.2 按结构分类

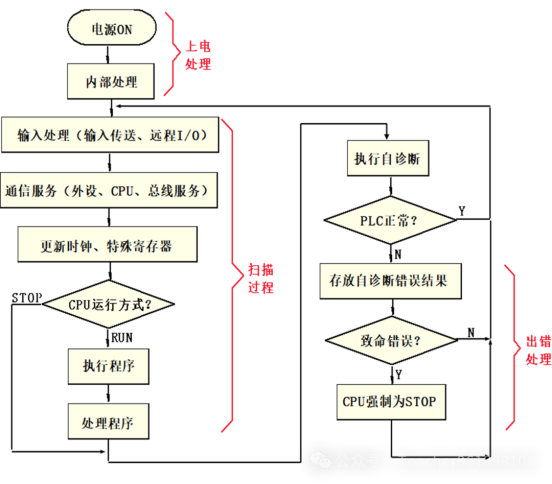
(七)PLC的基本组成与工作原理
CPU是PLC的控制中枢,它按照PLC系统程序赋予的功能,接收并存储从编程器载入的用户程序和数据;检查电源、存储器、I/O以及警戒定时器的状态,还能对用户程序中的语法错误进行诊断。
整个工作工作过程可以分为三个阶段:输入采样阶段、程序执行阶段、输出刷新阶段,同时也构成PLC的一个扫描周期。PLC按照从上到下,从左至右的方式循环扫描执行程序。
7.1 PLC的硬件组成
PLC的硬件主要由CPU、存储器、输入/输出(I/O)接口电路、电源、通信接口、扩展接口等部分组成。
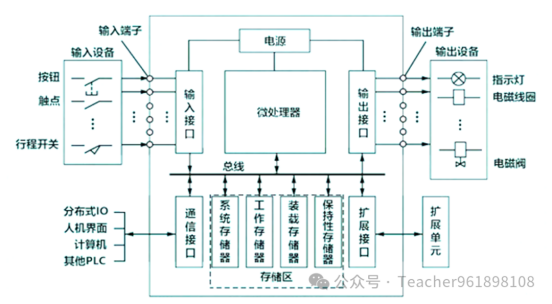
图为PLC硬件组成示意图
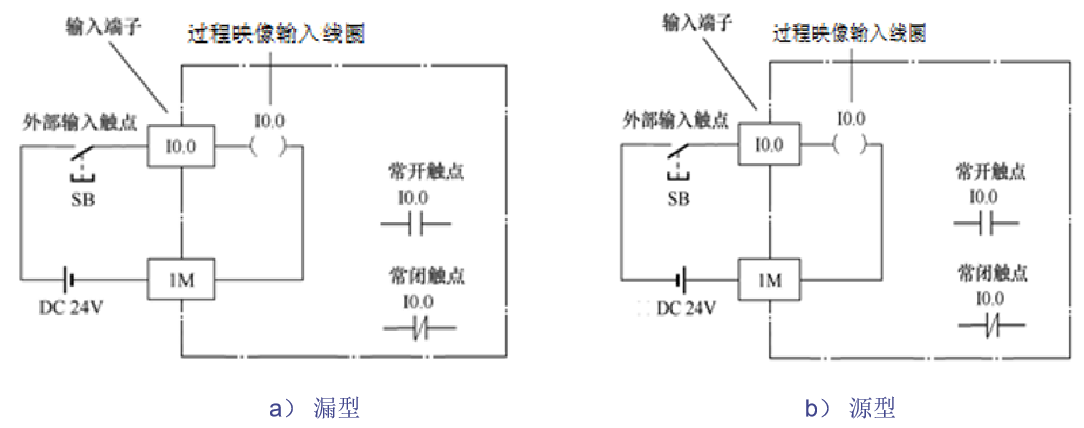
7.2 输入输出接口电路
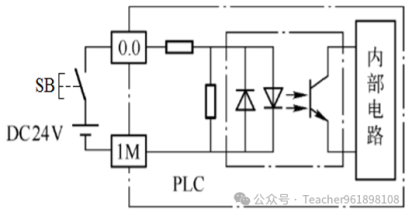
图为直流输入接口电路(漏型)
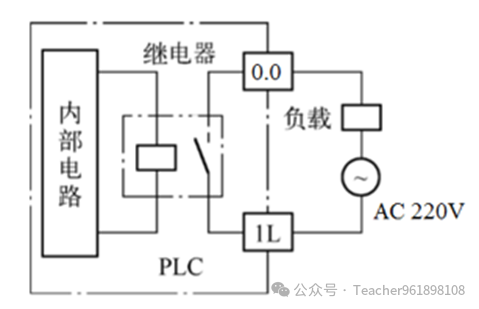
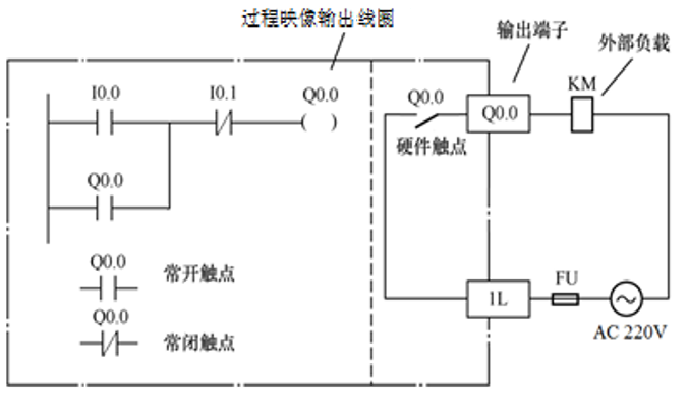
图为继电器输出接口电路(数字量输出)
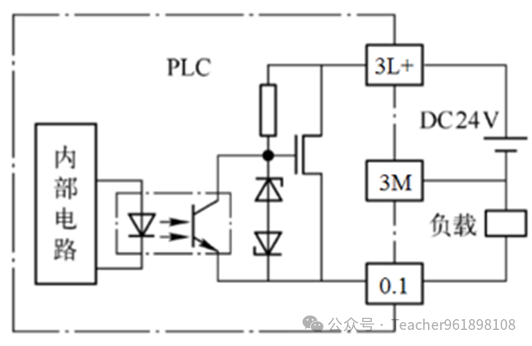
图为场效应管输出接口电路(数字量输出)
7.3 PLC的软件组成
7.4 编程语言
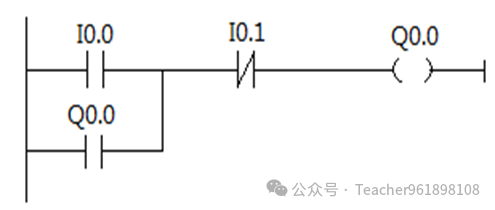
7.4.1 梯形图(LAD)
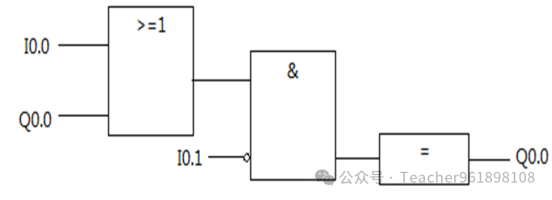
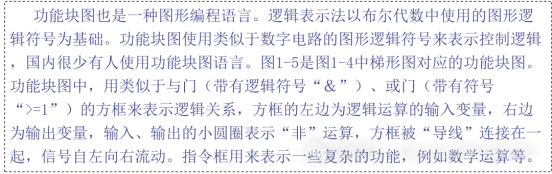
7.4.2 功能块图(FBD)
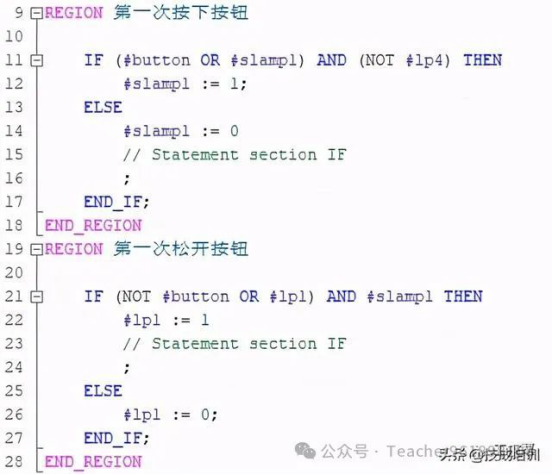
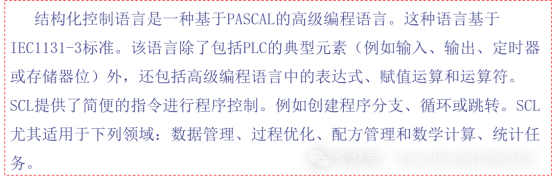
7.4.3 结构化控制语言(SCL)
(八)S7-1200的工作原理
8.1 CPU的工作模式
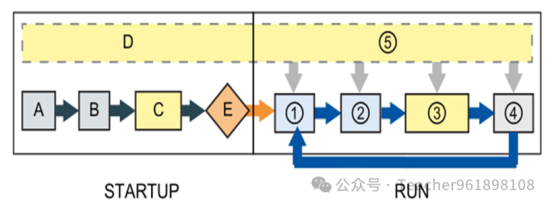
图为S7-1200 CPU启动和运行机制示意图
8.1.1 CPU的启动操作
阶段A:将物理输入的状态复制到过程映像输入区(I)。
阶段B:将过程映像输出区(Q)初始化为零、上一值或替换值将 PB(Profibus)、PN(Profinet) 和 AS-i(Actuator sensor interface) 输出设为零。
阶段C:将非保持性 M 存储器和数据块初始化为其初始值,并启用组态的循环中断事件和时钟事件。执行启动OB。
阶段D:(整个启动阶段)将中断事件保存到中断队列,以便在RUN模式进行处理。
阶段E:启用将过程映像输出区(Q)到物理输出的写入操作。
8.1.2 CPU在RUN模式下执行的动作
①将过程映像输出区(Q)写入物理输出。
②将物理输入的状态复制到过程映像输入区(I)。
③执行程序循环 OB。
④执行自检诊断。
⑤在扫描周期的任何阶段处理中断和通信。
8.2 CPU的工作过程
PLC 绝大多数时间工作在循环扫描的方式下,其过程可简略划分为输入、程序执行、写输出三个阶段。
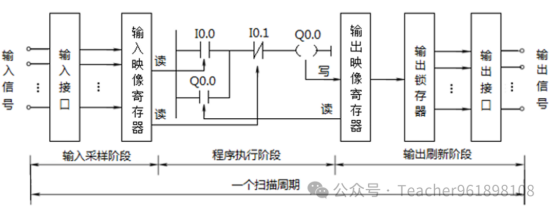
图为PLC的工作过程
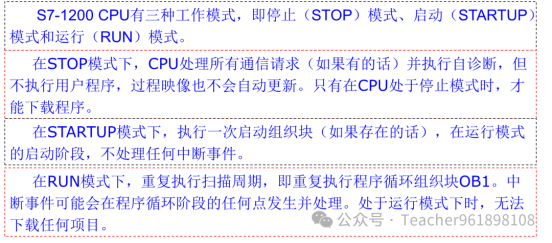
CPU 有以下三种操作模式:STOP 模式、STARTUP 模式和 RUN 模式。CPU 前面的状态 LED 指示当前操作模式。
● 在 STOP 模式下,CPU 不执行任何程序,用户可以下载项目。
● 在 STARTUP 模式下,CPU 会执行任何启动逻辑(如果存在)。在 STARTUP 模式下不处理任何中断事件。
● 在 RUN 模式下,重复执行扫描周期。在程序循环阶段的任何时刻都可能发生和处理中断事件。
说明:CPU 处于 RUN 模式下时,无法下载任何项目。只有在 CPU 处于 STOP 模式时,才能下载项目。
该 CPU 没有用于更改操作模式(STOP 或 RUN)的物理开关。 在设备配置中组态 CPU时,应在 CPU 属性中组态启动行为。
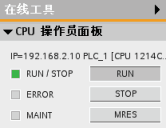
使用操作员面板上的按钮更改操作模式(STOP 或 RUN)。
操作员面板还提供了用于复位存储器的 MRES 按钮。

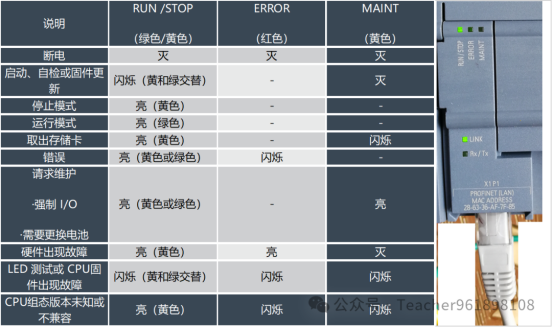
RUN/STOP 指示灯的颜色表示 CPU 当前的操作模式:
黄色 表示 STOP 模式。
绿色 表示 RUN 模式。
闪烁 表示 STARTUP 模式。
(九)S7-1200PLC的硬件系统
S7-1200的硬件结构主要由CPU、信号板(可以给CPU增加I/O)、信号模块、通信模块和编程软件组成。
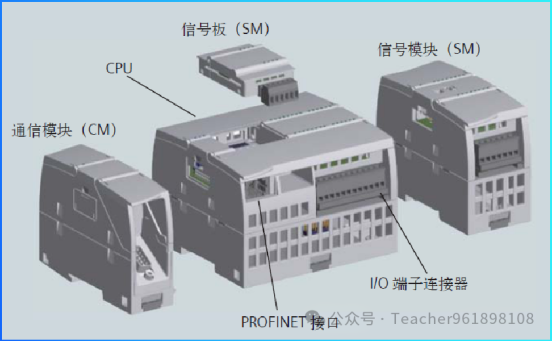 图 S7-1200PLC硬件结构
图 S7-1200PLC硬件结构
9.1 CPU模块
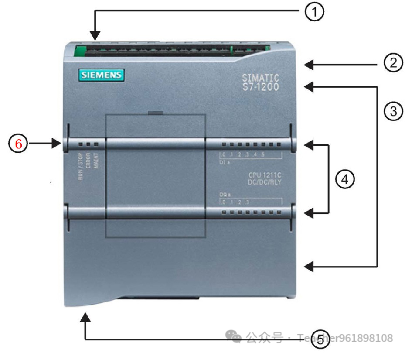
①电源接口
②存储卡插槽
③可拆卸用户接线连接器
④板载I/O的状态LED
⑤集成以太网口(PROFINET 连接器位于CPU底部)
⑥运行状态
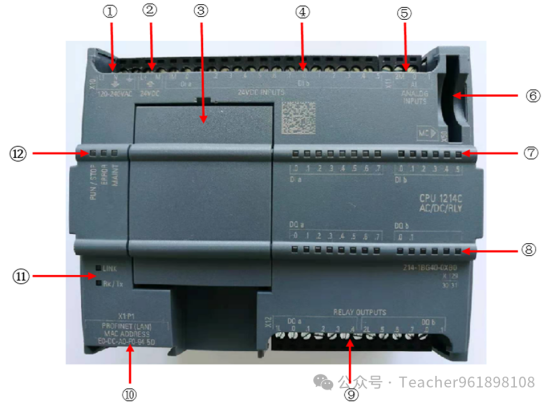
①电源端子;
②传感器电源端子;
③信号板盖板(此处用于安装信号板,安装时拆除盖板);
④数字量输入端子;
⑤模拟量输入端子;
⑥存储卡插槽 ;
⑦输入状态LED指示灯;
⑧输出状态LED指示灯;
⑨数字量输出端子;
⑩PROFINET(LAN)接口;
⑪网络状态LED指示灯;
⑫CPU运行状态LED指示灯。
CPU模块:CPU内可以安装一块信号板,集成的PROFINET接口用于与编程计算机、HMI、其他PLC或其他设备通信。
9.1.1 CPU技术性能指标
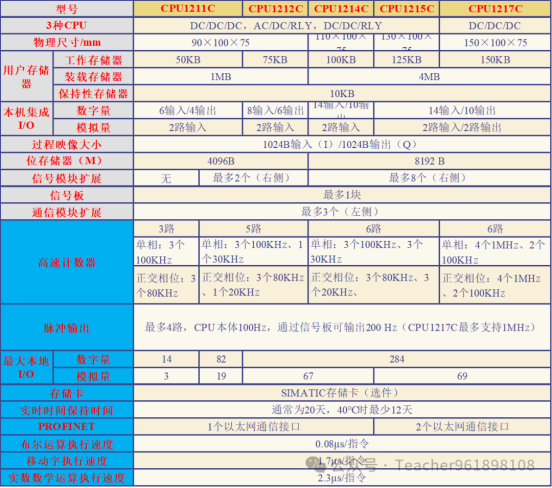 图为S7-
图为S7-
图为S7-1200 PLC系列CPU的性能指标
9.1.2 CPU的3种版本
按照CPU的型号,确定CPU的电源、输入和输出接线。

图为S7-1200 CPU的3种版本
9.2 S7-1200PLC的信号板
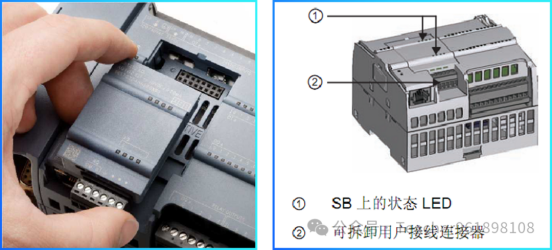
图为信号板SB(signal board)
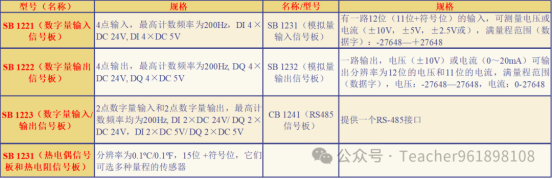
图为S7-1200PLC的信号板
9.3 信号模块
信号模块:DI、DQ、AI、AQ模块统称为信号模块SM,安装在CPU模块的右边,最多可以扩展8个信号模块。输入模块用来接收和采集输入信号,输出模块用来控制输出设备和执行器。信号模块除了传递信号外,还有电平转换与隔离的作用。

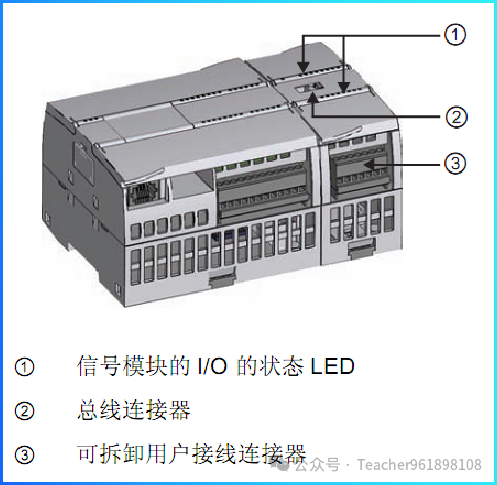
图为信号模块SM(signal module)
9.4 通信模块
通信模块:通信模块安装在CPU模块的左边,最多可以安装3块通信模块。可以使用的通信模块有工业远程通信模块、PROFIBUS通信模块、点到点通信模块、AS-接口模块等。

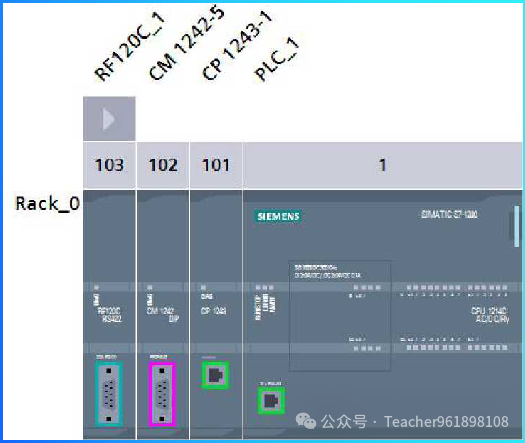
图为通信模块CM(communication module)
9.5 S7-1200PLC的指示灯
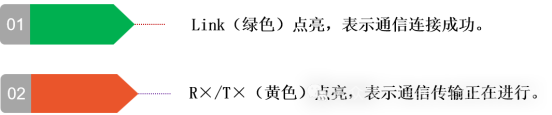
(十)集成的Profinet接口
Profinet是基于工业以太网的现场总线,CPU集成的PROFINET接口可以与计算机、其他S7 CPU、PROFINET I/O设备和使用标准的TCP协议的设备通信。该接口使用具有自动交叉网线功能的RJ45连接器,支持TCP/IP、ISO-on-TCP、UDP、S7和Modbus TCP通信协议。波特率10M/100 Mbit/s。
(十一)学习TIA博途的建议
一定要动手操作软件,建议一边看书一边打开有关的例程,进行仿真操作。