梯形螺纹副的加工
一、梯形螺纹的加工要素
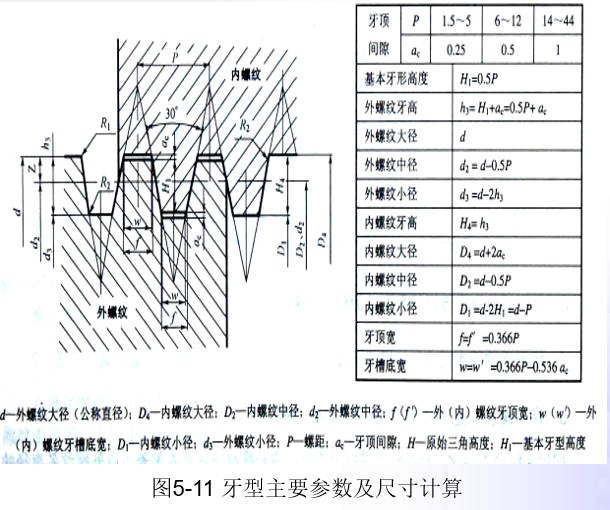
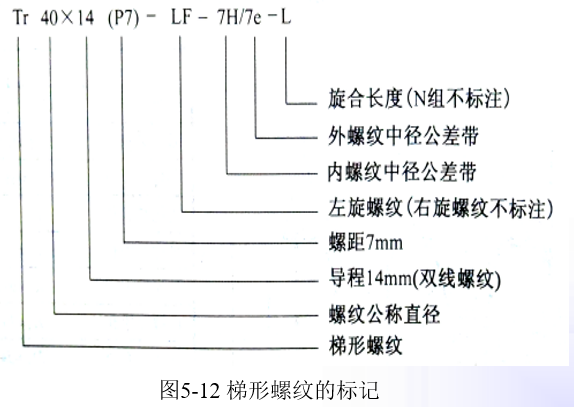
1. 梯形螺纹的基本要素
2.加工的技术要求
梯形螺纹加工时牙型要正确,螺纹中经必须与基准轴经同轴,梯形螺纹是中经定心,车削时必须保证中经尺寸公差,牙两侧的表面粗糙度要小。梯形外螺纹的中经公差等级有6、7、8、9四种,公差带位置有h、e、c三种;梯形内螺纹的中经公差等级有7、8、9三种,公差带位置只有H一种。
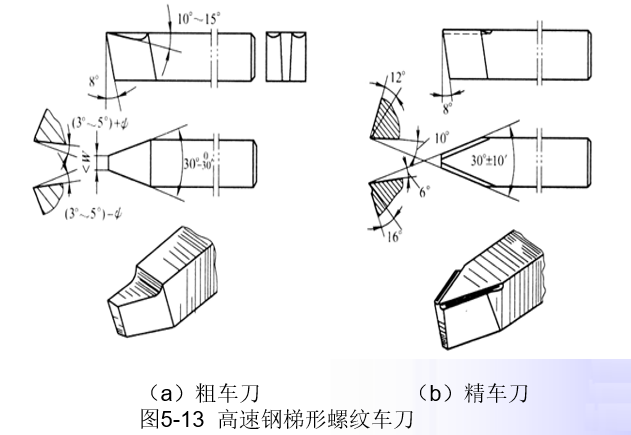
3.梯形螺纹车刀
常用的梯形螺纹车刀有高速钢和硬质合金两大类。低速车削时选用高速钢车刀(图5-13所示),而加工一般精度的梯形螺纹时采用硬质合金车刀进行高速车削。
4.梯形螺纹的加工方法
与普通三角形螺纹相比,梯形螺纹的螺距和牙型较大,且精度高,因此梯形螺纹吃刀深、走刀快、切削余量大,实际加工时应根据螺距及螺纹精度要求,合理选择加工方法(图5-15)。
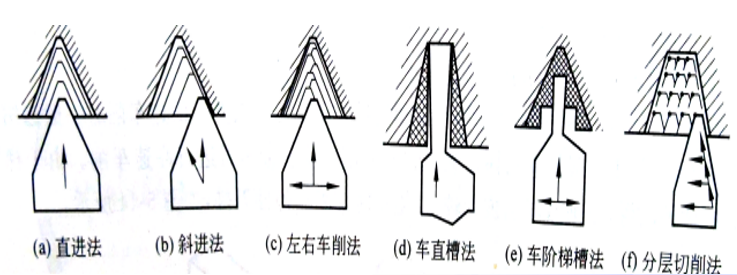
图 5-15梯形螺纹的加工方法
二、复合螺纹切削循环指令
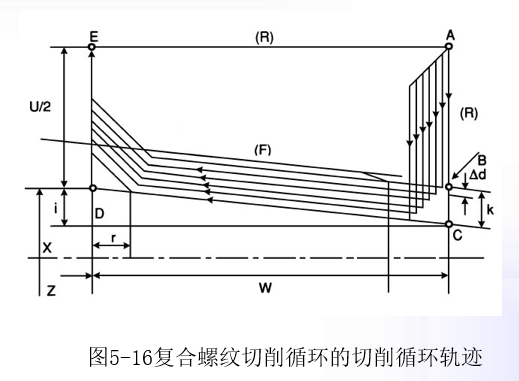
复合螺纹切削循环指令G76较G92指令更为简捷,只需指定一次有关参数,螺纹加工即可自动进行。G76切削循环轨迹如图所示.。
指令格式:G76P (m)(r)(α)- Q(△dmin)- R(d)-
G76 X(U)- Z(W)- R(i) - P(k)- Q(△d)-F(f) -
例:试用复合螺纹切削循环指令G76编写图示的普通三角形螺纹加工程序。
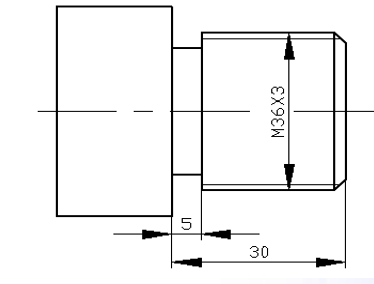
因螺纹为单线螺纹,螺距为3mm。
螺纹牙深为h≈0.65P=0.65×3=1.95mm。
螺纹牙底切削直径为:36-1.95×2=32.1mm。
精加工次数2次,斜向退刀数取12,实际退刀量为一个导程,刀尖角600,最小切深取0.05mm,精加工余量0.05mm,螺纹终点坐标为(32.1,-27.5),螺纹半径差为0,牙型高度计算为1.95mm,第一次切深为0.2mm,导程(螺距)为3 mm。
M03 S600 |
T0404 |
G00 X40 Z2 |
G76 P021260 Q50 R0.05 |
G76 X32.1 Z-27.5 P1950 Q200 F3 |
… |
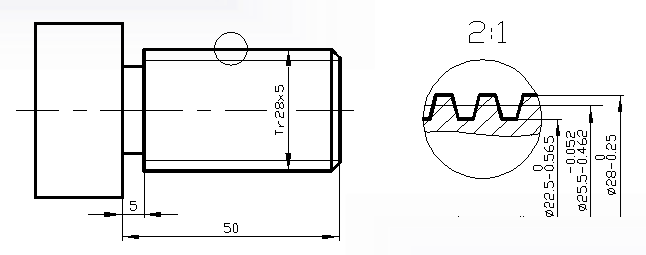
例:试用复合螺纹切削循环指令G76编写图示的梯形螺纹加工程序。
G0 X35 Z10 |
G76 P021230 Q20 R0.02 |
G76 X22.5 Z-47.5 P2750 Q200 F5 |
… |
三、宏程序指令切削大导程梯形螺纹
1、梯形TR螺纹的刀具路径图,左右借刀。
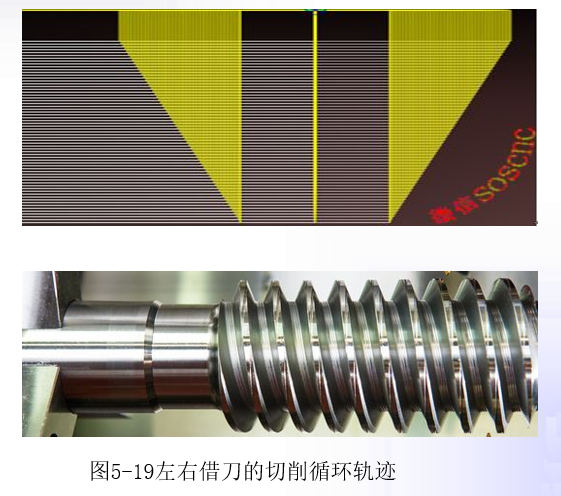
上刀路图:分层车,每一层三刀,即先中间,再两边左右借刀方法,刀路图放大,如下图所示:
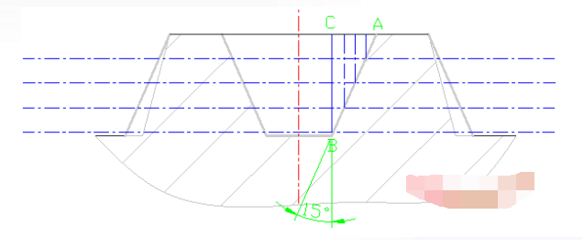
可以直观看到:(如上图右侧的借刀)随着切深加深,刀具需要沿着AB线移动,这样借刀出来才是需要的螺纹牙型。
吃刀深度X的尺寸和Z方向的尺寸有关系,这个关系满足勾股定律 ,即TAN15=AC/BC,推导出:AC(借刀量)=TAN15*BC(牙型高度)
这个关系式非常重要,后面编程中随着切深BC的变化,AC也就按照此关系式变化,从而加工出Tr型螺纹轮廓形状。
那么Tr轮廓形状并不代表Tr螺纹就能合格加工出来。因为加工时候还要考虑刀具。因为具体到每一个Tr型螺纹是有具体牙型尺寸的。
例如:TR100*12外螺纹为例子,相关尺寸如下:
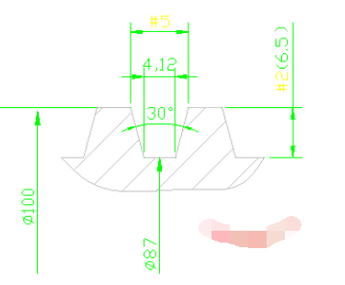
#2代表牙高,也就是吃刀深度
#5代表牙总宽,也就是我们要加工出的
螺纹牙型尺寸
#5=4.12+2*TAN[15]*#2
刀具也有宽度,所以实际牙槽宽度应该是:
牙底宽+2*斜坡宽-刀具宽
所以最终#5=4.12+2*TAN[15]*#2-2
2、程序编制
螺杆梯形外螺纹加工(G32左右分层宏程序法加工程序如下.
| 顺序号 | 程序 | 注释 |
| N10 | M03 S300 |
|
| N20 | T0303 | 换3号刀梯形外螺纹刀 |
| N30 | G00X100Z12 | 快速移动到螺纹起始点 |
| N40 | #2=6.5 | 牙高的初始赋值 |
| N50 | WHILE[#2GT0]DO1 | 如果牙高没车到0 ,说明还没到螺纹底径尺寸,继续 |
| N60 | #2=#2-0.1 | 吃刀量,每层车0.1,单边值 |
| N70 | IF[#2LE0] THEN#2=0 |
|
| N80 | #3=87+2*#2 | 既然#2的赋值为6.5,而且第一刀在螺纹大径处下刀,所以小径加上双边牙高才等于大径,当#2的值变化了,那就意味着大径也就变化了,从而实现分层切 |
| 顺序号 | 程序 | 注释 |
| N90 | G0 Z12. | Z12为定位基准,后面程序左右借刀的起点,都是以Z12为基准的 |
| N100 | G0X#3 | X方向下刀 |
| N110 | G32Z-80.F12 | 切螺纹 |
| N120 | G0X110 | 退刀 |
| N130 | Z12. | 退刀 |
| N140 | #5=4.12+2*TAN[15]*#2-2 | 当前牙高所对应的牙宽,是后面两边借刀的依据 |
| N150 | #6=#5/2 | 既然两边借刀#5除以2均分即可 |
| N160 | Z[12+#6] | 先向右边借刀,由于要让刀具向右边移动,所以加上#6 |
| N170 | G0X#3 |
|
| N180 | G32Z-80.F12 |
|
| N190 | G0X110 |
|
| N200 | Z12. |
|
| 顺序号 | 程序 | 注释 |
| N210 | Z[12-#6] | 再向左边借刀,由于要让刀具向左边移动,所以减去#6 |
| N220 | G0X#3 |
|
| N230 | G32Z-80.F12 |
|
| N240 | G0X110 |
|
| N250 | Z12. |
|
| N260 | END1 | 循环体1 |
| N270 | G0 X150 |
|
| N280 | Z200 |
|
| N290 | M30 |
|
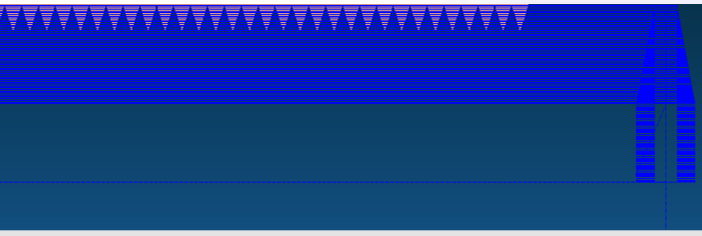
3、仿真
仿真刀路如下图所示.
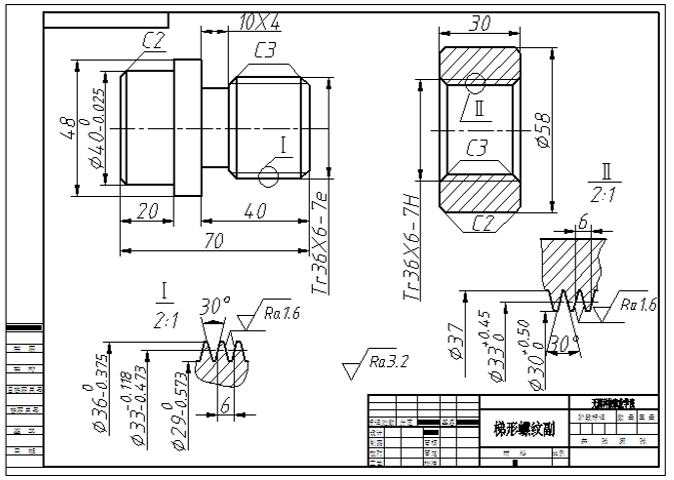
一、制定零件加工工艺
1.结构分析
加工对象为梯形螺纹副,螺杆是一个轴类零件,螺套是套类零件,内外螺纹需旋合,须保证两个零件的形状、尺寸及精度要求。
2.数控车削加工工艺分析
(1)螺杆工艺性分析。该零件是一个轴类零件,在加工中可以采用三爪自定心卡盘装夹。先用T010193°外圆机夹车刀(80°C型菱形刀片)粗精车右端面和外轮廓,再用T0202刀宽3mm的切槽刀切退刀槽,再用T0505(300)可转位机夹式梯形外螺纹刀车螺纹,最后用T0202刀切断零件。
(2)螺套工艺性分析。该零件是套类零件,在加工中仍采用三爪自定心卡盘装夹。先用T010193°外圆机夹车刀(80°C型菱形刀片)粗精车端面和外轮廓,再用T0404中心钻、T0505麻花钻钻Ф26mm的通孔,再用T0606的93°内孔车刀(55°D型菱形刀片)粗精加工内孔,再用T0707(300)可转位机夹式梯形内螺纹刀车内螺纹,最后用T0202刀切断零件控制总长。
(1)制定左端加工工序卡
| 工步号 | 工步内容 | 刀具号 | 主轴转速n/ (r/min) | 进给量f/ (mm/r) | 背吃刀量ap / mm | 备注 |
| 1 | 粗、精车右端面和右侧外轮廓面 | T0101 | 1000/1400 | 0.15/0.1 | 1/0.5 |
|
| 2 | 切螺纹退刀槽 | T0202 | 500 | 0.1 |
|
|
| 3 | 梯形外螺纹加工 | T0303 | 500 | 6/1.5 | 分层 |
|
| 4 | 切断,留余量。 | T0202 | 500 | 0.1 |
| 手动 |
| 5 | 调头装夹,手动车端面,保证总长。 | T0101 | 1000 | 0.15 |
| 手动 |
| 6 | 粗、精车左端面和右侧外轮廓面 | T0101 | 1000/1400 | 0.15/0.1 | 1/0.5 |
|
(2)制定右端加工工序卡
| 工步号 | 工步内容 | 刀具号 | 主轴转速n/ (r/min) | 进给量f/ (mm/r) | 背吃刀量ap / mm | 备注 |
| 1 | 粗、精车右端面、右侧外轮廓面 | T0101 | 800/1500 | 0.2/0.1 | 1/0.5 |
|
| 2 | 自动(手动)钻中心孔 | T0404 | 800 | 0.1 |
| 程序略 |
| 3 | 自动(手动)钻通孔Ф26mm | T0505 | 300 | 0.08 | 6 | 程序略 |
| 4 | 粗、精镗内孔面 | T0606 | 800/1200 | 0.15/0.1 | 1/0.5 |
|
| 5 | 梯形内螺纹加工 | T0707 | 500 | 6/1.5 | 斜进/分层 |
|
| 6 | 切断,控制总长。 | T0202 | 500 | 0.1 |
|
|
二、编制数控加工程序
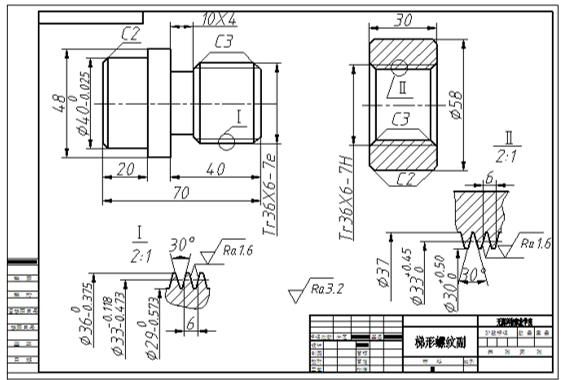
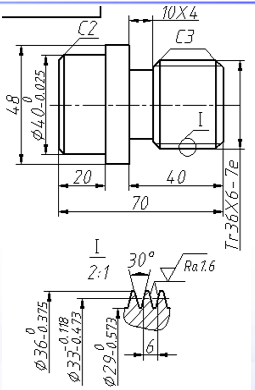
螺杆上梯形外螺纹(Tr36×6-7e)
螺距P=6mm 牙顶间隙ac=0.5mm
大径(公称直径)d=36mm,公差为mm
中径d2=d-0.5P=36-3=33mm,公差为mm
牙高h3=0.5P+ac=3.5mm
小径d3=d-2h3=36-7=29mm,公差为mm
牙顶宽f=0.366P=2.196mm
牙底宽W=0.366P-0.536ac=2.196-0.268=1.926 mm
| 顺序号 | 程序 | 注释 |
| N10 | M03S500 |
|
| N20 | T0303 | 换3号刀梯形外螺纹刀 |
| N30 | G00X45Z10 |
|
| N40 | G76P020530Q20R100 | 精加工次数2次,斜向退刀数取5,刀尖角300,最小切深取0.02mm,精加工余量0.1mm |
| N50 | G76X29Z-35P3500Q700F6 | 螺纹终点坐标为(29,-35),螺纹半径差为0,牙型高度计算为3.5mm,第一次切深为0.7mm,导程(螺距)为6 mm。 |
| N60 | G0X80Z200 | 粗车外圆 |
| N70 | M05 |
|
| N80 | M30 |
|
螺套上梯形内螺纹(Tr36×6-7H)
大径D4=d+2ac=36+2×0.5=37mm,标准螺纹规定,内螺纹大径公差不作规定。
中径D2=d2=33mm,公差为mm
牙高H4=h3=3.5mm
小径D1=d-P=36-6=30mm,公差为mm
| 顺序号 | 程序 | 注释 |
| N10 | M03S500 |
|
| N20 | T0707 | 换7号刀梯形内螺纹刀 |
| N30 | G00X28Z5 |
|
| N40 | G76P020530Q20R100 | 精加工次数2次,斜向退刀数取5,刀尖角300,最小切深取0.02mm,精加工余量0.1mm |
| N50 | G76X37Z-32P3500Q700F6 | 螺纹终点坐标为(37,-32),螺纹半径差为0,牙型高度计算为3.5mm,第一次切深为0.7mm,导程(螺距)为6 mm。 |
| N60 | G0X80Z200 | 粗车外圆 |
| N70 | M05 |
|
| N80 | M30 |
|
螺杆梯形外螺纹加工
| 顺序号 | 程序 | 注释 |
| N10 | M03S500 |
|
| N20 | T0303 | 换3号刀梯形外螺纹刀 |
| N30 | G00X45Z10 |
|
| N40 | G76P020530Q20R100 | 精加工次数2次,斜向退刀数取5,刀尖角300,最小切深取0.02mm,精加工余量0.1mm |
| N50 | G76X29Z-35P3500Q700F6 | 螺纹终点坐标为(29,-35),螺纹半径差为0,牙型高度计算为3.5mm,第一次切深为0.7mm,导程(螺距)为6 mm。 |
| N60 | G0X80Z200 | 粗车外圆 |
| N70 | M05 |
|
| N80 | M30 |
|
一、零件的数控加工
(一)螺杆的加工
1.选择机床、数控系统并开机。
2.机床各轴回参考点。
3.安装工件,安装1号、2号、3号刀具并对刀。
4.输入右侧端面、外轮廓、退刀槽、梯形外螺纹加工程序,检查调试并加工。
5.用2号刀具切断,并留余量。
6.工件调头,重新装夹。
7.1号刀具对刀,手动车端面,保证总长。
8.输入左侧端面、外轮廓加工程序,检查调试并加工。
9.测量工件,优化程序,对工件进行误差与质量分析。
(二)螺套的加工
1.安装工件,安装1号刀具并对刀。
2.输入右端面和外轮廓加工程序,检查调试并加工。
3.分别安装4号和5号刀具,分别手动钻中心孔和Ф26mm通孔。
4.安装6号、7号刀具并对刀。
5.输入内孔面和梯形内螺纹加工的加工程序,检查调试并加工。
6.用螺杆进行试旋合,调整加工精度。
7.调用2号刀具,切断,并控制总长。
8.优化程序,对工件进行误差与质量分析。
注意:加工时可手动打开切削液。
螺纹加工及精度检测
一、螺纹的测量
1.单项测量法
2.综合测量法
二、实践内容
三、实践步骤
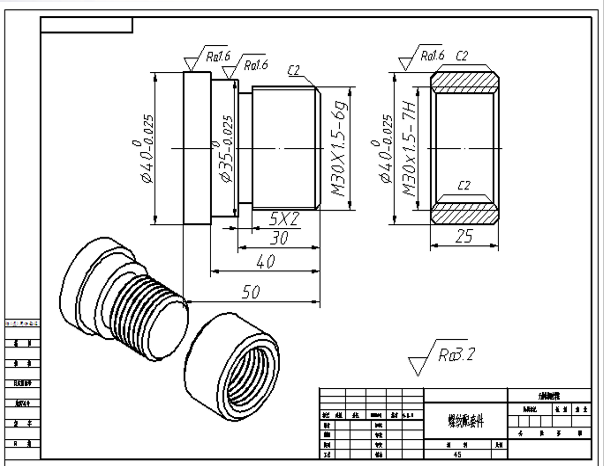
1.零件图工艺分析
(1)技术要求分析:零件为螺纹配套件,包括外圆柱面、倒角,内外螺纹
等加工面,零件材料为45#钢。螺纹属普通细牙螺纹,6g精度、尺寸精度
和粗糙度要求较高,加工时应选择合理的切削用量。
(2)确定装夹方案:用三爪自定义卡盘夹紧定位,加工原点设在右端面。
(3)确定加工工艺路线,确定刀具及切削用量,填写工序卡。
2.编写零件程序
3.加工操作
4.零件精度检测
5.对工件进行误差与质量分析并优化程序。
6.安全操作和注意事项
(1)螺纹切削时进给率大,切削力大,故工件和刀具装夹应牢固。
(2)螺纹刀安装时,刀尖必须对准工件中心,必要时用样板对刀,以保证
刀尖角平分线与工件的轴线垂直,螺纹牙型角不偏斜。
(3)螺纹加工时需多刀加工,为防止切削力大损坏刀具,或者在切削过程中引起震颤,在螺距小于3mm时采用“直进法”加工,尽可能避免“斜进法”加工。
(4)为保证螺纹加工精度,应考虑螺纹加工的切入量和切出量。
(5)螺纹加工时需加冷却液进行冷却润滑。
(6)螺纹加工完毕,需用螺纹环规检测工件。


