活动一 手锯的组成与安装
上一节
下一节
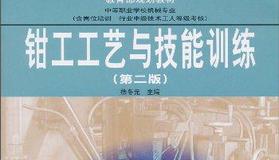
1.锯弓
锯弓用来张紧锯条的,分为固定式和可调式两种。
2.锯条
常用优质碳素工具钢T10A 或T12A 制成, 经热处理后硬度可达HRC60~64,与制造锉刀的材料一样。因此,平时在操作时,两者不要混放,更不要叠放,以免产生相对摩擦,造成相互损伤。另外,高速钢也用来制作锯条,具有更高的硬度、更好的韧性、更高的耐热性,但成本比普通锯条高出许多。
(1)锯条的规格
锯条的规格主要包括长度和齿距。
① 长度是指锯条两端安装孔的中心距,一般有100、200、 300 mm等几种,钳工实习常用的是300 mm长度规格的锯条。
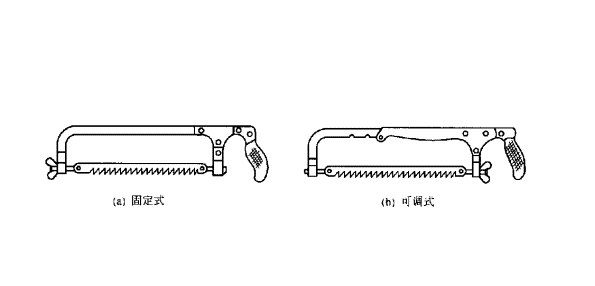
② 齿距是指两相邻齿对应点的距离。按照齿距大小,锯条可分为粗、中、细三种规格,见下表。

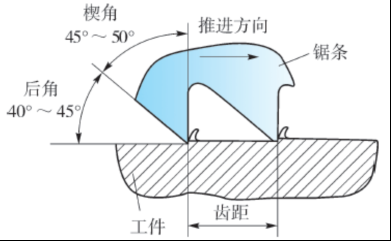
(2)锯条的几何切削角度
常用锯条的锯齿角度是:后角α为40°~50°,楔角β 为45°~50°,前角γ 为0°。
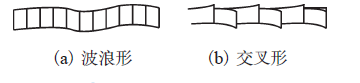
(3)锯路
锯条的锯齿按一定规律左右错开排列成一定的形状,从而形成锯路。常见的锯路有波浪形和交叉形。锯路在锯削过程中十分重要,它的存在使锯条两侧面不与工件直接接触,减少了锯条与工件的摩擦,减少热量的产生,同时也有利于铁屑的排空。随着锯齿两侧的磨损,锯路会变得越来越窄,阻力也越来越大,锯齿也渐渐失去锋利,到一定程度时,锯条便丧失切削功能。
(4)据挑拨粗细的选择
锯条粗细的选择应由工件材料的硬度和厚度来决定。锯削软材料(如铜、铝合金等)或厚件时,容屑空间要大,应选用粗齿锯条;锯削硬材料和薄件时,同时切削的齿数要多,而切削量少且均匀,为尽可能减少崩齿和钝化,应选用中齿甚至细齿的锯条。
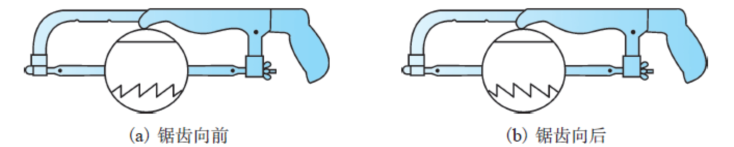
3.锯条安装应注意两个问题
一是锯齿向前,只有锯齿向前才能正常切削;二是锯条松紧适当,太松或太紧锯条都容易崩断,安装好后应无扭曲现象,锯条平面与锯弓纵向平面应在同一平面内或互相平行的平面内。