
零件装配与调试
上一节
下一节
 零件的装配
零件的装配
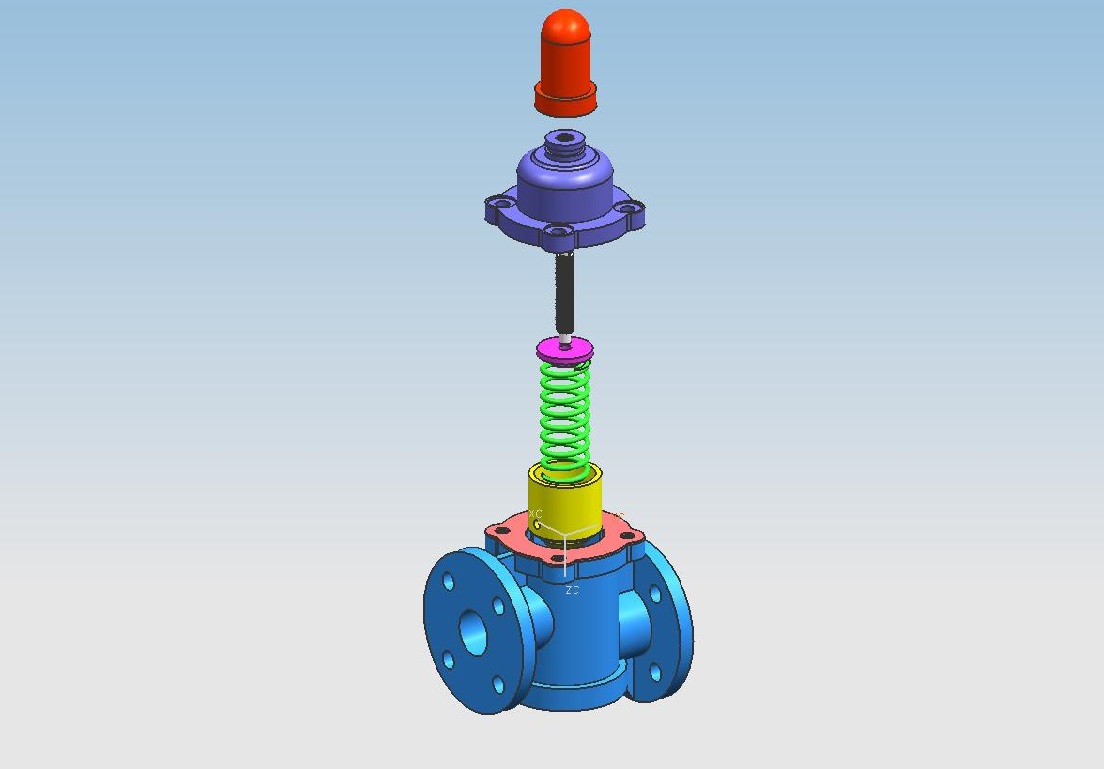
很多大型机构在进行3D打印过程中不是一次打印成型的,需要根据规定的技术要求,将打印的零件或部件进行配合和连接,使之成为半成品或成品,这一过程,称为装配。装配过程使零件、套件、组件和部件间获得一定的相互位置关系,所以装配过程也是一种工艺过程。
零件装配是3D打印中最后决定机械产品质量的重要工艺过程。即使是全部合格的零件,如果装配不当,往往也不能形成质量合格的产品。简单的产品可由零件直接装配而成。复杂的产品则须先将若干零件装配成部件,称为部件装配;然后将若干部件和另外一些零件装配成完整的产品,称为总装配。产品装配完成后需要进行各种检验和试验,以保证其装配质量和使用性能;有些重要的部件装配完成后还要进行测试。
常用的装配工艺有:清洗、平衡、刮削、螺纹联接、过盈配合联接、胶接、校正等。
1、清洗 应用清洗液和清洗设备对装配前的零件进行清洗,去除表面残存油污,使零件达到规定的清洁度。 2、刮削 在装配前对配合零件的主要配合面常须进行刮削加工,以保证较高的配合精度。 3、螺纹联接 使用扳手或电动、气动、液压等拧转工具紧固各种螺纹联接件,以达到一定的紧固力矩。 4、过盈配合联接 应用压合、热胀(外联接件)、冷缩(内联接件)等方法使配合面的尺寸公差为过盈配合的联接件能得到紧密结合。 5、胶接 应用工程胶粘剂和胶接工艺联接打印的零件,操作简便,粘接可靠,且易于机械化。 6、校正 装配过程中应用长度测量工具测量出零部件间各种配合面的形状精度如直线度和平面度等,以及零部件间的位置精度如垂直度、平行度、同轴度和对称度等,通过调整、修配等方法达到规定的装配精度。校正是保证装配质量的重要环节。 7、装配精度 为了使制件具有正常工作性能,必须保证其装配精度。机器的装配精度通常包含三个方面的含义:
(1)相互位置精度:指产品中相关零部件之间的距离精度和相互位置精度。如平行度、垂直度和同轴度等。
(2)相对运动精度:指产品中有相对运动的零部件之间在运动方向和相对运动速度上的精度。如传动精度、回转精度等。
(3)相互配合精度:指配合表面间的配合质量和接触质量。配合质量是指零件配合表面之间达到规定的配合间隙和过盈的程度,它影响配合的性质。接触质量是指两配合面或连接表面间达到规定的接触面积的大小和接触点分布的情况,它影响接触刚度,也影响配合质量。
不难看出,各装配精度间有密切的关系,相互位置精度是相对运动精度的基础,相互配合精度对相对位置精度和相对运动精度的实现有较大的影响。
机器和部件是有许多零件装配而成的,所以,零件的精度特别是关键零件的精度直接影响装配精度。
零件机构及运动部件调试
装配好的机构或运动部件,需要进行检验和试运转,调试过程中要小心,动作一次不要太大,否则有异常的时候,容易损坏制品,特别是薄壁型或细小精密的零部件。 零件机构及运动部件调试常用步骤如下: 1、按工艺规程调整机构零件部件配合部位。 2、按照工艺要求调整合适的联接部位和运动动作。 3、检查制品整体装配状态、紧固状态。 4、慢调制品零部件相对运动,如有异常、立即停止(为避免制品报坏),通过分析后再进行重新装配调整。 5、如果没有异常,可缓慢运动几次。过程中,注意观察制品运动是否平稳,无异常。确定可靠后,完成机构调试工作以确保其工作正常。
多用途物品架零件的装配调试与项目验收
1、实践内容: 完成多用途物品架零件的装配,使其达到本产品的使用要求。 2、实践要求: 装配完毕的多用途物品架能满足该产品使用要求。验收标准: (1)功能完善,具有实用价值; (2)结构完整,外形美观; (3)表面光滑,无毛刺; (4)颜色均匀,有光泽。 3、评价标准: 优秀:了解装配步骤,按要求对零件进行装配和调试,使装配完毕的产品达到项目验收标准,满足使用要求。 良好:了解装配步骤,按要求对零件进行装配和调试,使装配完毕的产品较高地达到项目验收标准,能满足使用要求。 合格:基本了解装配步骤,按要求对零件进行装配和调试,使装配完毕的产品基本达到项目验收标准,基本满足使用要求。

