常用金属材料及热处理
上一节
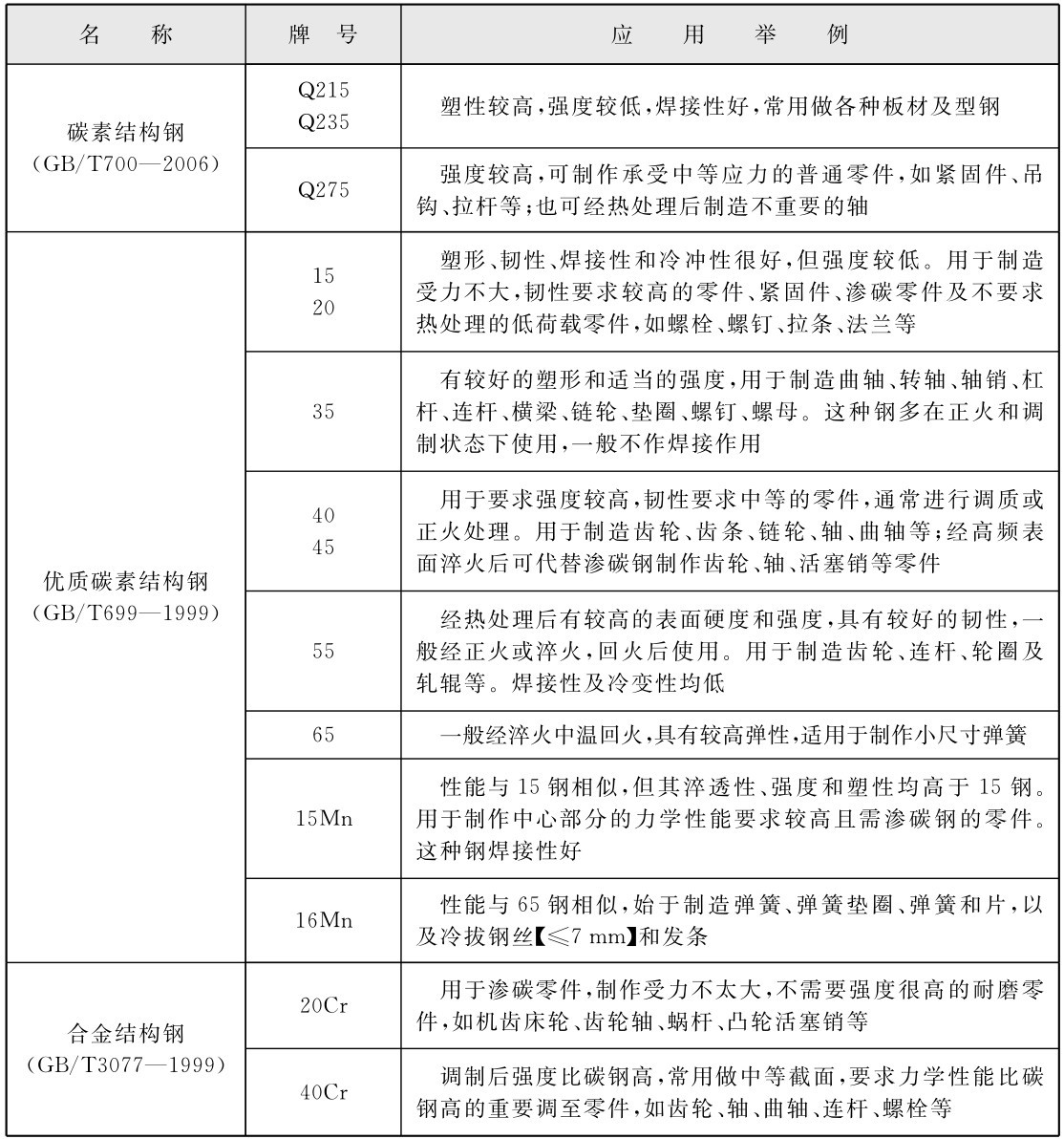
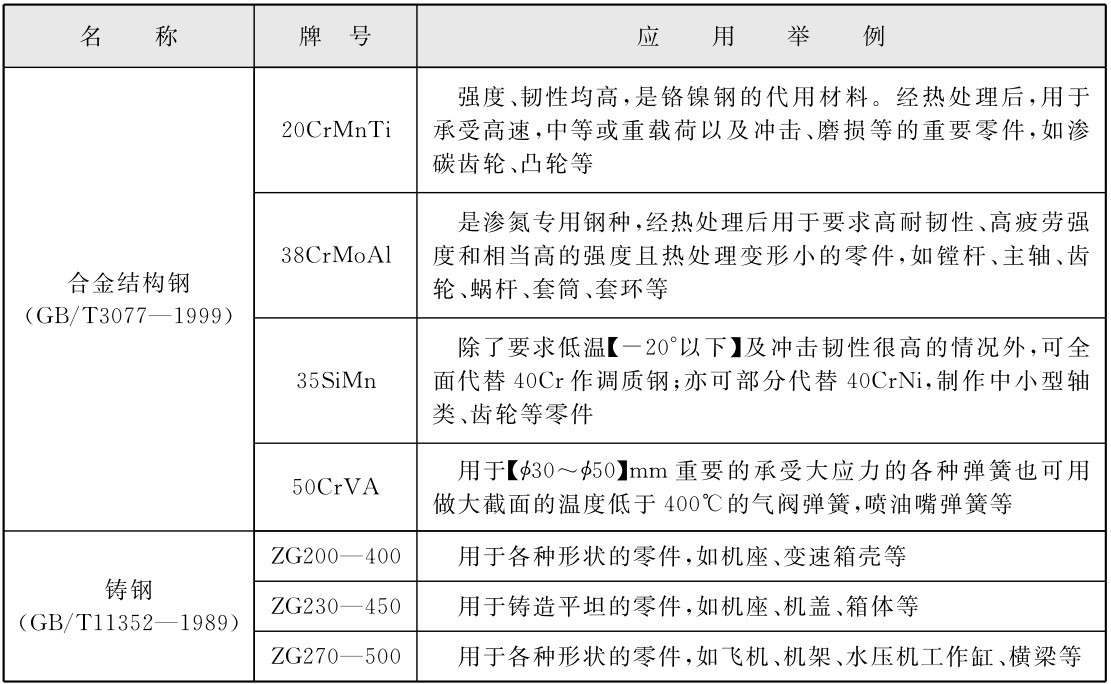
常用金属材料及热处理
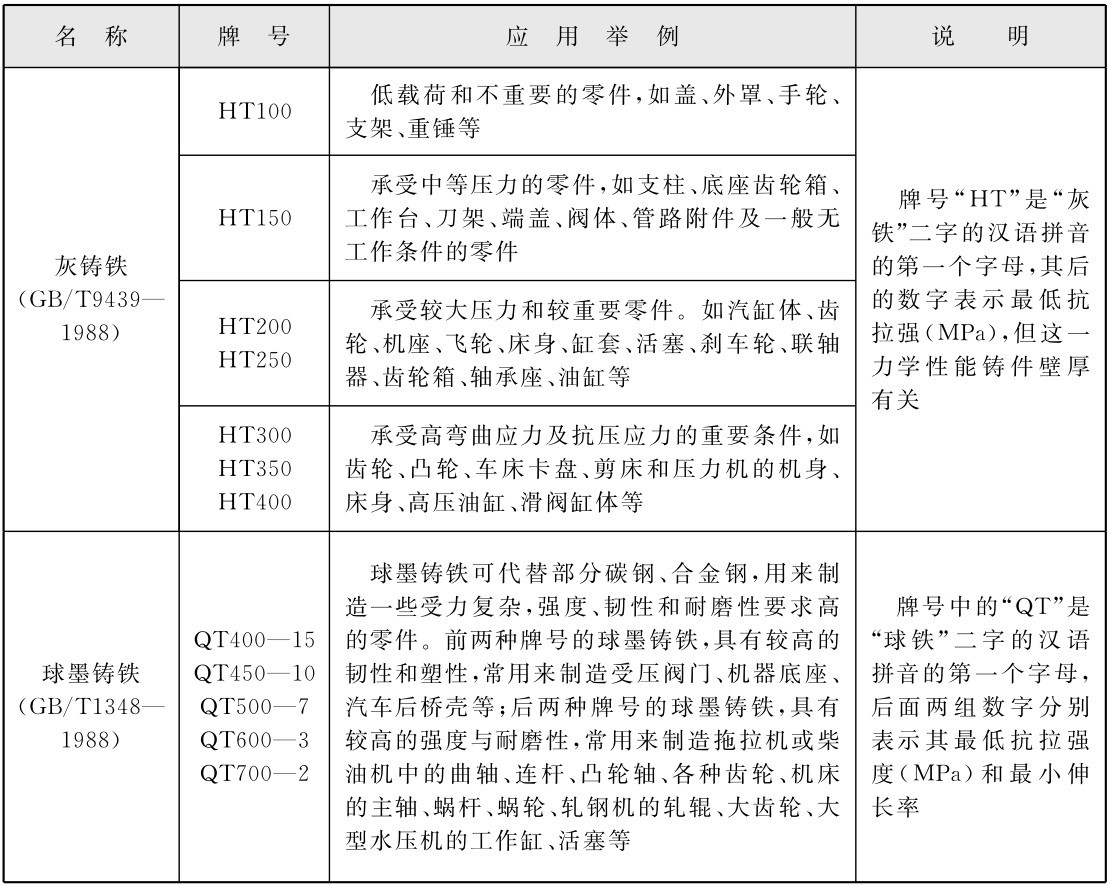
常用铸铁牌号及用途
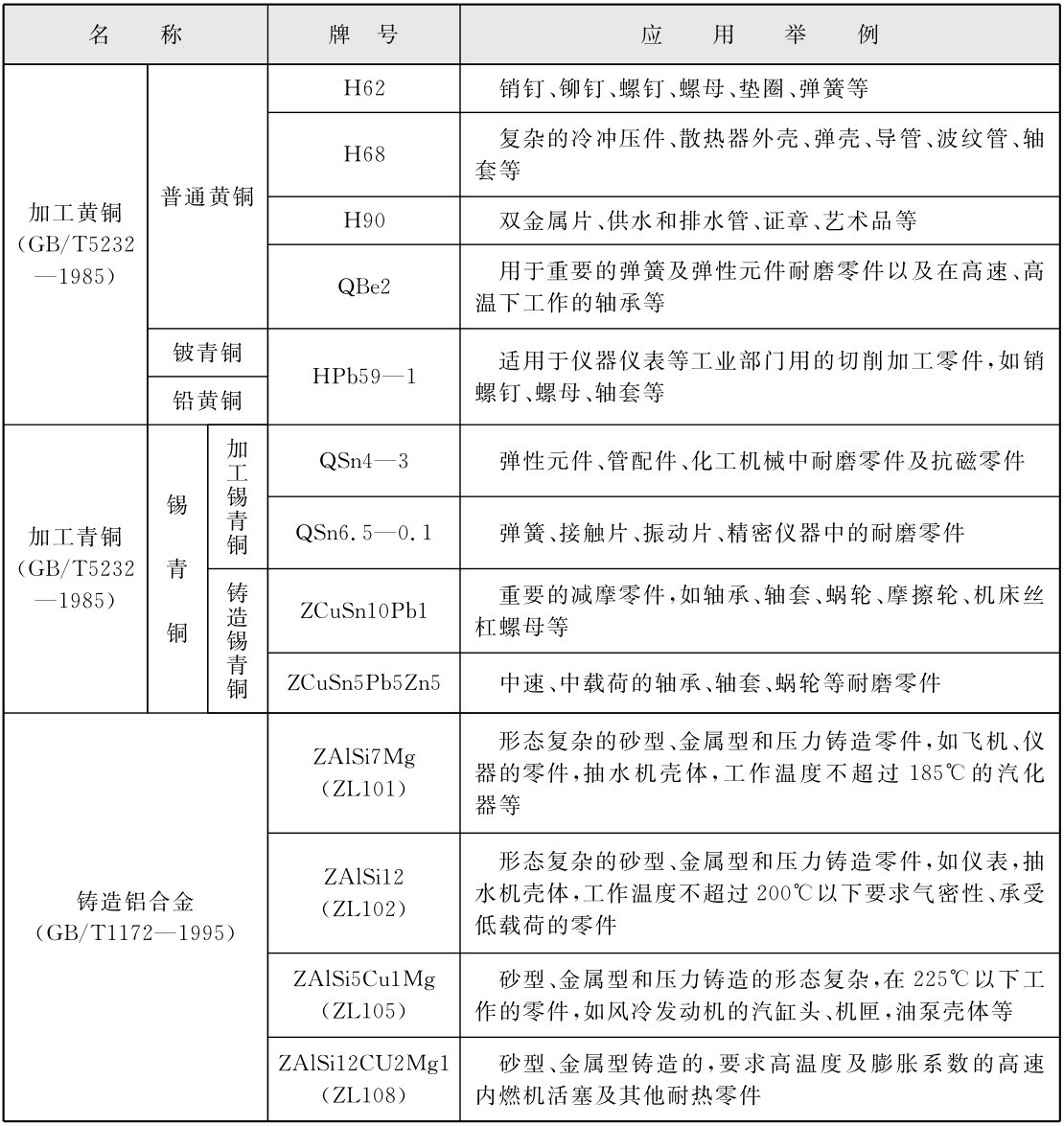
常用有色金属牌号及用途
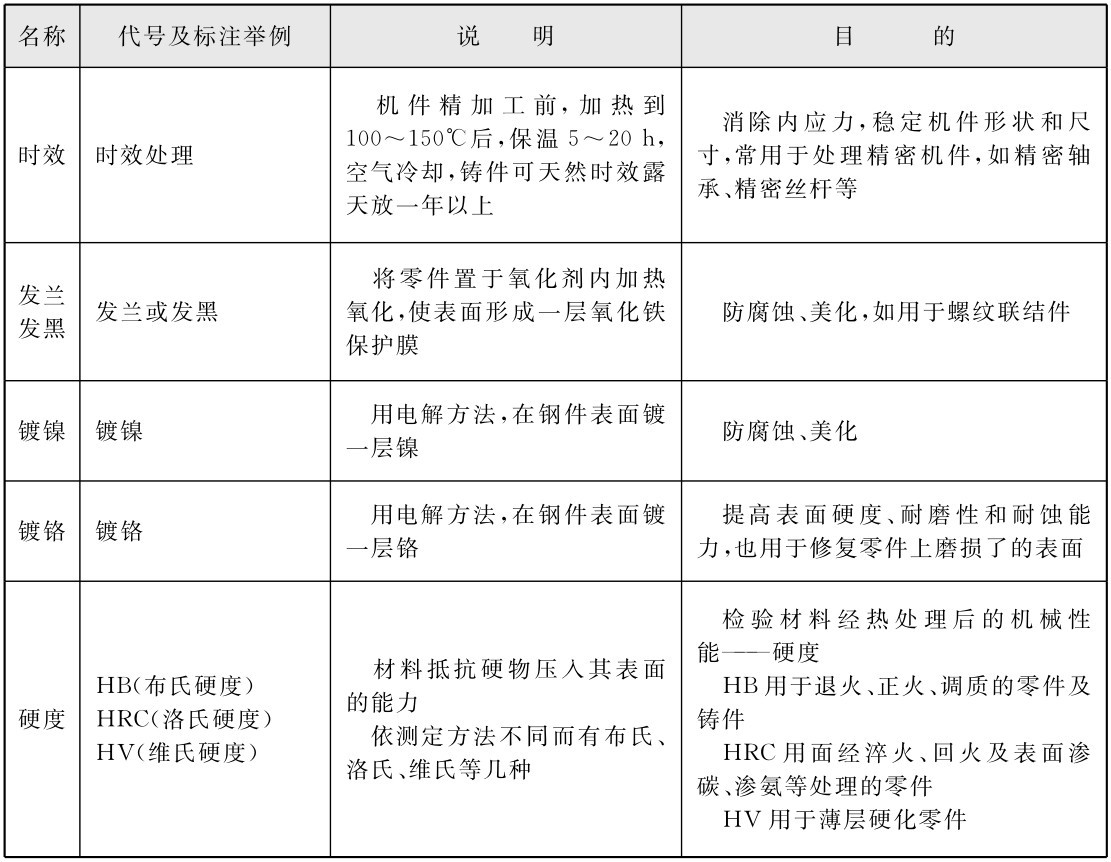
常用钢的热处理和表面处理名词解释
![名称 代号及标注举例 说 明 目 的退火 Th 加热—保温—随炉冷却用来消除铸、锻、焊零件的内应力,降低硬度,以利切削加工,细化晶粒,改善组织,增加韧性正火 Z 加热—保温—空气冷却淬火C C84(淬火回火HRC45~50)调质T T235C(调质至HB220~250)高频淬火G G52(高频淬火后回火至HRC50~55)渗碳淬火S—C S0.5~C59(渗碳层深0.5,淬火硬度HRC56~62)氮化D D0.3~900(氮化深度0.3,硬度大于HV850)氰化Q Q3(氰化淬火后,回火至HRC56~62)用于处理低碳钢、中碳结构钢及渗碳零件,细化晶粒,增加强度和韧性,减少内应力,改善切削性能加热—保温—急冷提高机件强度及耐磨性。但淬火后引起内应力,使钢弯脆,所以淬火后必须回火淬火—高温回火 提高韧性及强度。重要的齿轮、轴及丝杆等零件需调质用高频电流将零件表面加热—急速冷却提高机件表面的硬度及耐磨性,而心部保持一定的韧性,使零件既耐磨又能承受冲击,常用来处理齿轮等将零件在渗碳剂中加热,使渗入钢的表面后,再淬火回火渗碳深度0.5~2mm提高机件表面的硬度、耐磨性、抗拉强度等。适用于低碳、中碳[w(C)<0.4%]结构钢的中、小型零件将零件放入氨气内加热,使氮原子渗入钢表面,氮化层0.025~0.8mm,氮化时间40~50h提高机件的表面硬度、耐磨性、疲劳强度和抗蚀能力,适用于合金钢、碳钢、铸铁件,如机床主轴、丝杆、重要液压元件中的零件钢件在碳、氮中加热,使碳、氮原子同时渗入钢表面,可得到0.2~0.5氰化层提高表面硬度、耐磨性、疲劳强度的耐蚀性,用于要求硬度高、耐磨的中、小型薄片零件、刀具等](http://p.ananas.chaoxing.com/star3/origin/b081feeaf2ca113e5a613198aeb6a58f.jpg)
(续表)
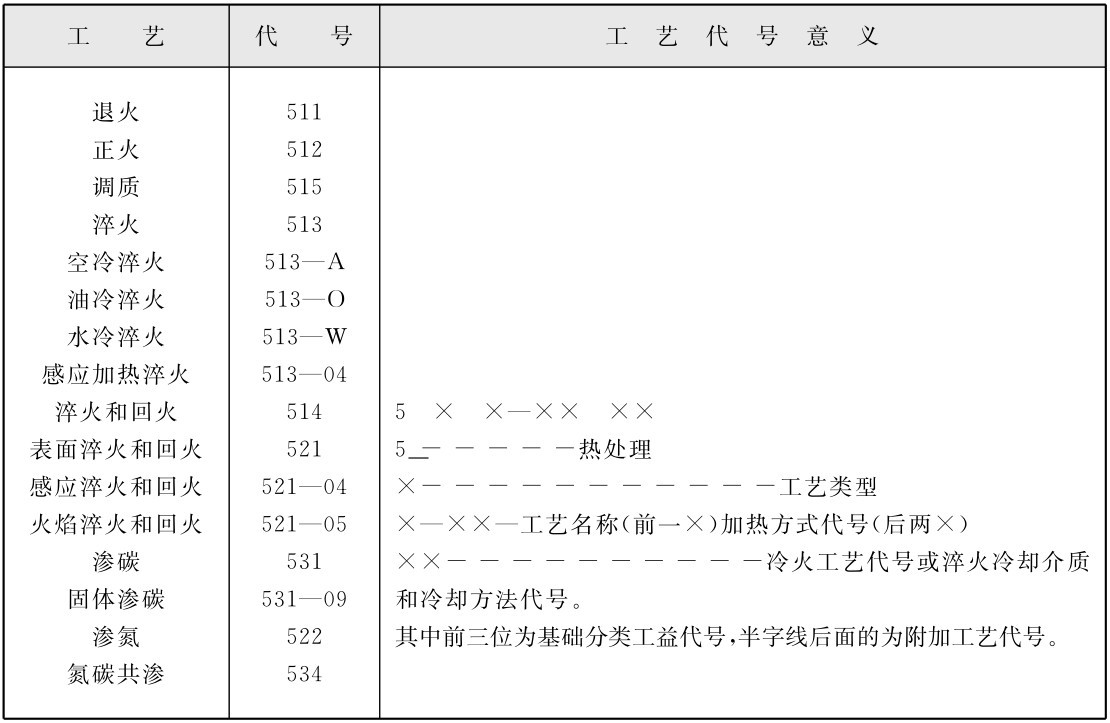
常用热处理工艺及代号(GB/T12603—2005)

目录
常用铸铁牌号及用途
常用有色金属牌号及用途
常用钢的热处理和表面处理名词解释
(续表)
常用热处理工艺及代号(GB/T12603—2005)

