切槽、切断的方法
(1)直槽的车削方法
车削跨度较窄的外沟槽时,可用刀头宽度等于槽宽的切槽刀一次进给车削加工。车削较宽的的外沟槽时,可以分几次车削,先用刀头宽度小于槽宽 的切槽刀粗车,在槽的两侧留有精车余量,再用精车刀车削至尺寸。
①车削宽度为5mm以下的窄槽时,可使用主切削刃的宽度等于槽宽的切槽刀,一次横向进给切出窄槽(如图2-3-7所示)。
②车削宽度在5mm以上的较宽沟槽时,一般采用先分段横向粗车,最后一次横向切削后,再进行纵向精车的加工方法(如图2-3-8所示)。
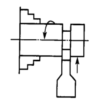
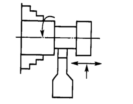
图2-3-7 车削窄槽 图2-3-8 车削宽槽
(2)切断的方法
切断的方法有直进法、左右借刀法和反切法。
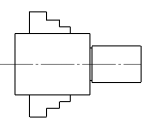
①直进法 (如图2-3-9所示)
直进法是指垂直于工件轴线方向进给切断工件。车刀切削刃的宽度应与槽的宽度相等,且刀体的长度要略大于槽深。采用直进法切断效率高,由于切断刀的刀头强度比其它车刀低,在车削时应适当减小进给量。进给量太大,容易使刀头折断,进给量太小,切断刀的后刀面与工件产生强烈的摩擦,会产生振动。
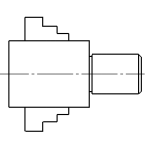
②左右借刀法(如图2-3-10所示)
左右借刀法是指切断刀在工件的轴线方向上反复地移动,随着两侧径向进给,直至工件被切断。这种切削方法常在机床、刀具、工件刚度不足的情况下,用来对工件进行切断。
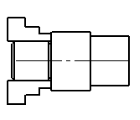
③反切法(如图2-3-11所示)
反切法是指工件反转,车刀反向装夹,这种切断方法适用于较大直径工件的切断。
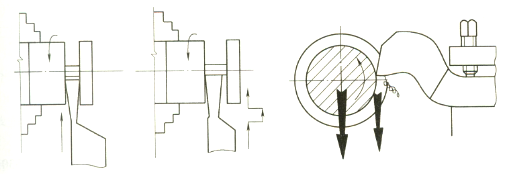
图2-3-9 直进法切断 图2-3-10 左右借刀法切断 图2-3-11 反切法切断
(3)切槽、切断时切削用量的选择
切槽、切断时,进给量不能太大,否则刀具易崩刃、折断。应选择合适的进给量,进![]() 给量的参考值如表2-3-2所示。
给量的参考值如表2-3-2所示。
工件直径 (mm) | 切刀宽度 (mm) | 加工材料 | |
碳素结构钢、合金结构钢及钢铸件 | 铸铁、铜合金及铝合金 | ||
进给量f (mm/r) | |||
≤20 | 3 | 0.06~0.08 | 0.11~0.14 |
20~40 | 3~4 | 0.10~.12 | 0.16~0.19 |
40~60 | 4~5 | 0.13~0.16 | 0.2~0.24 |
60~100 | 5~8 | 0.16~0.23 | 0.24~0.32 |
100~150 | 6~10 | 0.18~0.26 | 0.3~0.4 |
>250 | 10~15 | 0.28~0.36 | 0.4~0.55 |
5、沟槽的检查和测量
精度要求低的沟槽,一般采用钢板尺和卡钳测量。精度要求高的沟槽,可用千分尺、样板、塞规和游标卡尺等检查测量,如图2-3-12所示。
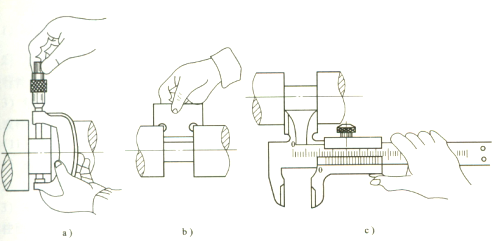
图2-3-12 测量较高精度沟槽的几种方法
a)用千分尺测量沟槽直径 b)用样板量沟槽宽度 c)用游标卡尺测量沟槽宽度
【技能训练】沟槽的车削加工
1、分析图样
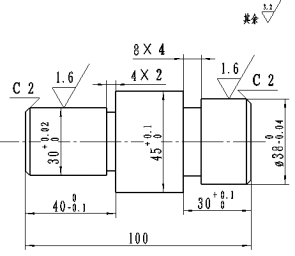
多台阶轴
多台阶轴零件所示,台阶轴的两端尺寸分别为Ø38(0/-0.04) 和Ø30(0/+0.02),尺寸精度较高,而且表面粗糙度Ra1.6,因此需要粗加工和精加工,总长度尺寸为100mm,保证自由公差,台阶长度尺寸40(0/-0.10)和30(0/+0.10),加工时应注意台阶长度尺寸,在两个台阶处分别有两个退刀槽,需要用切槽刀加工。台阶轴的两端分别为两个2×45º倒角。
2、工作(工艺)准备
机床:卧式车床CD6140A
刀具:90º、45º硬质合金车刀、切槽刀,刀柄大小25×25
夹具:三爪自定心卡盘
材料:45#钢 Ø50×105
工具:卡盘扳手、刀架扳手
量具:游标卡尺、游标深度卡尺、钢板尺、千分尺
3、训练任务实施
(1)安装车刀 按照车刀的安装方法正确安装车刀。
(2)工件的安装 按照三爪卡盘定位装夹工件的方法,正确定位装夹工件。
(3)调整切削用量 合理选取并计算调整切削用量。
(4)车削加工步骤
①一端粗基准定位装夹 车削精基准端,车端面、车外圆。
②调头精基准定位装夹 车端面、车外圆柱面、切槽、加工倒角。
③调头加工好的一端定位装夹 车端面、车外圆柱面、切槽、加工倒角。
4、多台阶轴车削加工工艺步骤
(1)车削多台阶轴工艺步骤
序号 | 工件加工面 | 工件定位、夹紧面 | 工件定位装夹 | 注意事项 |
1 | 车削一个端面,车削Ø450+0.10长度65mm | Ø50毛坯面
| | 45º车刀注意对中心 90º偏刀 |
2 | 粗车一个端面,粗车Ø300+0.02长度40mm | 调头装夹,Ø450+0.10已加工圆柱面
|
| 45º偏刀加工 |
3 | 精车一个端面,精车Ø300+0.02长度40mm,切槽 |
| 90º偏刀精车 切槽刀 | |
4
| 倒角 | | 45º偏刀加工 | |
5 | 粗车另一端面及Ø380-0.04外径,长度30留精加工余量 | 调头装夹Ø300+0.02已加工轴端 |
|
45º偏刀加工 |
6 | 精车另一端面及Ø380-0.04外径,长度30至尺寸
| | 90º偏刀精车 切槽刀 | |
7 |
车削2×45°倒角 |
| 45º偏刀加工 |
(2)加工工艺卡片
工件名称:多台阶轴 | 图纸编号:图2-3-13 | |||||
毛坯材料:45#钢 | 毛坯尺寸:Ø50×105 | |||||
序号 | 内容 | 要求 | n(r/min) | f(mm/r) | ap(mm) | 工夹量具 |
1 | 安装车刀刀 | 90º、45º高速钢车刀正确安装。 | 刀架扳手 | |||
2 | 装夹工件 | 工件按工艺顺序正确定位装夹。 | 卡盘扳手 | |||
3 | 切削用量 | 查表选铣削用量 | vc=90-110 (m/min) | f=0.4-0.5 (mm/r) | ap
| |
4 | 车削一个端面,车削Ø450+0.10长度65m | 560 | 0.5 | 2 | ||
5 | 粗车一个端面,粗车Ø300+0.02长度40mm | 560 | 0.5 |
0.5 | 150mm游标卡尺、钢板尺 | |
6 | 精车一个端面,精车Ø300+0.02长度40mm,切槽 | 700 | 0.4 | 2 | ||
7 | 倒角 | 700 | 手动 | 2 | ||
8 | 粗车另一端面及Ø380-0.04外径,长度30留精加工余量 | 560 | 0.5 | 2 | ||
9 | 精车另一端面及Ø380-0.04外径,长度30至尺寸 | 700 | 0.3 | 0.5 | ||
10 | 车削2×45°倒角 | 700 | 手动 | 2 | ||
11 | 清理整顿现场 | |||||
5、训练任务评价标准
班级: | 姓名: | 学号: | 零件:台阶面 | 工时: | ||||||
项目 | 检测项目 | 赋分 | 评分标准 | 量具 | 扣分 | 得分 | ||||
加工准备 | 工具、量具、刀具准备 | 5 | 准备不齐全不的分 | |||||||
工件定位、装夹正确 | 5 | 定位装夹不正确不得分 | ||||||||
切削用量选择及调整 | 5 | 选择不合理不得分 | ||||||||
尺寸精度 | Ø450+0.10 | 10 | 每超0.02扣2分 | 游标卡尺 | ||||||
Ø380-0.04 | 10 | 每超0.02扣2分 | 千分尺 | |||||||
Ø300+0.02 | 10 | 每超0.02扣2分 | 千分尺 | |||||||
300+0.10 | 5 | 每超0.02扣2分 | 深度卡尺 | |||||||
400-0.10 | 5 | 每超0.02扣2分 | 深度卡尺 | |||||||
4×2 | 5 | 超0.5不得分 | 钢板尺 | |||||||
8×4 | 5 | 超0.5不得分 | 钢板尺 | |||||||
100 | 5 | 超0.5不得分 | 游标卡尺 | |||||||
2×45º | 5 | 超标不得分 | 钢板尺 | |||||||
表面粗糙度 | 表面Ra6.3 | 5 | 表面没达到粗糙度要求不得分 | 表面粗糙度对比样块 | ||||||
量具使 用 | 正确使用量具 | 5 | 使用不规范不得分 | |||||||
操作规 范 | 操作过程规范 | 5 | 不按安全操作规程操作不得分 | |||||||
安全文 明 | 文明生产 | 5 | 着装、工作纪律 | |||||||
安全操作 | 5 | 有安全问题不得分 | ||||||||
累 计 | ||||||||||
监考员 | 检查员 | 总 分 | ||||||||
切槽车削加工演示视频
切断车削加工演示视频

