1、切断刀和车槽刀的刃磨
(1)切断(槽)刀的结构特点
切槽刀和切断刀均以横向进给方式将工件进行切槽和切断,刀具前端的切削刃为主切削刃。两侧切削刃为副切削刃。为节省工件材料和切断时要切到工件的中心,通常切断刀的主切削刃较窄,刀头较长,刀头强度较差。因此,在选择刀头几何形状和切削用量时应该特别注意。
(2)切槽刀(切断刀)种类及刃磨要求
种类 | 刃磨要求 | 图示 |
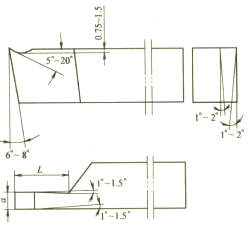
高速钢车槽(切断)刀 | (1)主切削刃保证平直,κγ=90°α0=6°~8° (2)两副后角和两副偏角应保证对称,角度不宜太大,以避免车槽(切断)刀头强度过分降低。 α0′=1°~2°,κγ′=1°~1.5° (3)刃磨前刀面和前角、卷屑槽,保证前角γο=5°~20° (4)应随时冷却,以防退火 (5)刃磨主后刀面时,保证主切削刃平直,刃磨两侧副后面时,保证两副后角和两副偏角对称。 (6)刃磨前面和前角、卷屑槽,保证前角。 (7)为保证车槽刀(切断刀)刀尖,可在两刀尖处各磨出一个圆弧过渡刃。 |
|
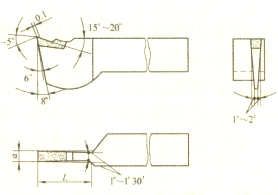
硬质合金车槽(切断)刀 | (1)主切削刃保证平直 (2)两副后角和两副偏角应保证对称,角度不宜太大,以避免车槽(切断)刀头强度过分降低 (3)硬质合金车刀刃磨不能用水冷却,以防刀片碎裂 (4)刃磨主后刀面时,保证主切削刃平直,刃磨两侧副后面时,保证两副后角和两副偏角对称 (5)刃磨前刀面和前角、卷屑槽,保证前角 (6)为保护车槽刀(切断刀)刀尖,可在两刀尖处各磨出一个圆弧过渡刃。 |
|
2、切槽刀的种类及选用
(1)车削加工出的槽所在工件位置分:外圆槽、内孔槽、端面槽,因此切槽刀可分为外圆切槽刀、内孔切槽刀、端面切槽刀。
选用时需要根据工件的加工需要,选用加工不同位置的沟槽刀。
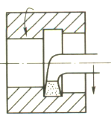

外圆切槽刀 内孔切槽刀 端面切槽刀
(2)根据不同的加工需要可以车削出不同的槽的形状:直角沟槽(图2-3-5a)、圆弧沟槽(图2-3-4)、梯形沟槽(图2-3-5 b),因此根据加工时刀头的形状可分为直角头切槽刀(图2-3-5a)、圆弧头切槽刀(图2-3-4)、梯形头切槽刀(图2-3-5b)。需要根据沟槽形状选用。
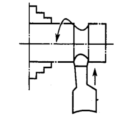
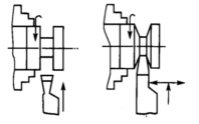
图2-3-4 圆弧槽车削 图2-3-5 梯形槽车削
3、切槽、切断刀的安装
切槽、切断刀装夹必须垂直于工件轴线,否则车出的槽壁可能不平,影响车槽质量。装夹车刀时,可
用90º角尺检查切槽、切断刀的副偏角(图2-3-6)。
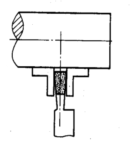
图2-3-6 宽坐角尺检查切槽刀安装
※切槽、切断刀安装注意事项
(1)安装时,切刀不宜伸出过长,同时切刀的中心线必须与工件中心线垂直,以保证两个副偏角对称,否则车出的槽面和切出的断面凹凸不平。
(2)切断实心工件时,切刀的主切削刃必须与工件中心等高,否则不能车刀中心,而且易崩坏刀刃,甚至折断车刀。
(3)安装切刀时,其主切削刃应与工件轴线平行,主刀刃与工件轴线为同一高度。
(4)切刀的底平面应平整,以保证两个副后角对称。

