台阶轴尺寸测量与控制方法
上一节
下一节
台阶轴尺寸测量与控制方法
1.外圆尺寸的测量方法
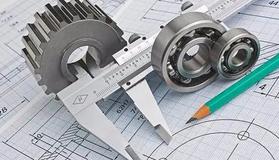
外圆尺寸的的测量方法有两种,外圆尺寸精度不高时可用游标卡尺测量,当外圆尺寸精度较高时可用外径千分尺测量,如图a和图b所示 。

2.台阶长度尺寸测量方法
台阶长度尺寸精度不高时通常使用钢板尺和游标卡尺测量(图b);台阶的长度精度要求较高时,使用游标深度卡尺测量(图c)。

3.台阶长度尺寸控制方法
台阶长度尺寸一般采用刻线法和刻度盘法。
(1) 刻线法
采用刻线法,一般选用最小直径圆柱的端面作为统一测量基准。为了保证台阶的位置,可事先用卡钳(图1-3-12)或钢板尺测量(图1-3-13)出台阶的长度尺寸(大批量生产时,可使用样板),再用车刀刀尖在台阶的位置处刻出细线,车削时按线来控制各台阶的长度(图1-3-14)。
(2) 刻度盘法
台阶的长度尺寸可用床鞍上的刻度盘进行控制,车削时的精度一般在0.10mm左右。具体操作步骤如下:
①端面对刀 启动机床将车刀刀尖对至与工件端面轻微接触相切。
②床鞍刻度盘调零位 将床鞍的刻度盘调零,根据台阶长度计算行程。
③吃刀车削 调整吃刀量,纵向自动进给车削加工。
④车削至尺寸 当车削至接近长度尺寸时,改为手动进给,慢摇手柄至加工尺寸,横向慢慢退刀。


