标准螺纹应具有互换性,特别螺距、中径尺寸要严格控制;否则螺纹副无法配合。应根据不同的质量要求和生产批量的大小,相应地选择不同的三角螺纹的测量方法,常用的测量方法有单项测量法和综合测量法。
(1)单项测量法
单项测量法是选择合适的量具来测量螺纹的某一项参数的精度。常见的有测量螺纹的大径、螺距、中径。
①大径的测量。螺纹的大径公差值一般较大,所以采用游标卡尺测量。
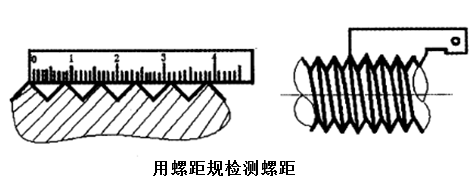
②螺距的测量。在车削螺纹螺旋线第一刀时,就要检测螺距是否正确。可以用钢直尺或游标卡尺同时测量几个螺距后取平均值。螺纹车削完成后可以用螺距规检测螺距大小,检测时,应将螺距规沿着通过工件轴线的平面方向嵌入牙槽中,如螺距规与牙槽能完全吻合,则说明被测螺距是正确的。
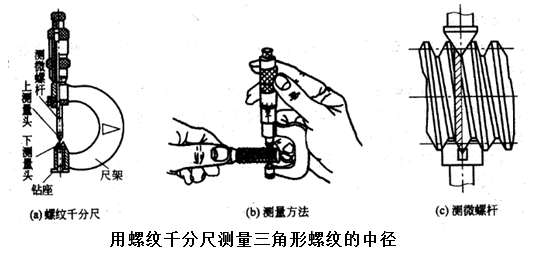
③中径的测量。在三角螺纹的中径可用螺纹千分尺测量。它的结构与外径千分尺基本相同,只是它的两个侧量头不是平的。而是与螺纹牙型相吻合的一个圆锥体(和牙谷配合)和一个凹槽(和牙尖配合)。一把螺纹千分尺可根据牙型角(公制为60︒,英制为55︒)的不同和螺距的大小而配备一套大小不同的测量头。测量各种不同的螺纹,只需选用合适的测量头装上即可。测量时,应先校对零点,然后把两个触头卡在螺纹的牙型上,所测得的百分尺的读数便是该螺纹中径的实际尺寸。
(2)综合测量法
综合测量法就是采用螺纹量规对螺纹各部分主要尺寸同时进行综合检验的一种测量方法。螺纹量规分套规和塞规两种。如图(a)所示的螺纹套规是检验外螺纹的;如图(b)所示的螺纹塞规是检验内螺纹的。
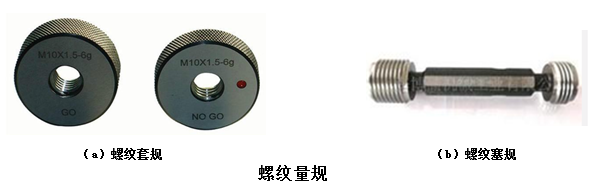
螺纹量规是一种综合性的检验量具,测量方便、准确。它由通规和卡规组成一副,共同使用。一个螺纹工件只有当通规通过了,而卡规能不过时,才表示这个工件合格;如果通规通常过,或卡规通过了,这两种情况都表示工件不合格。
在使用螺纹量规时,不能开动车床测量,拧试时不得用力过大,更不能用扳手等工具硬拧,以免损坏量规。测量时应注意工件的热胀冷缩,避免产生测量误差。
(3)三针测量
三针测量是测量外螺纹的一种比较精密的方法,它不仅可以精确地测量外螺纹的实际中径,而且可以测量螺纹在整段长度上的实际中径变化。
测量时,根据不同的牙型角和螺距的大小,选用三根直径相等的钢针,放在要测量的螺纹工件两面对应的螺旋槽内。用外径千分尺测出钢针之间的距离M,根据值可以计算出螺纹中径的实际尺寸。
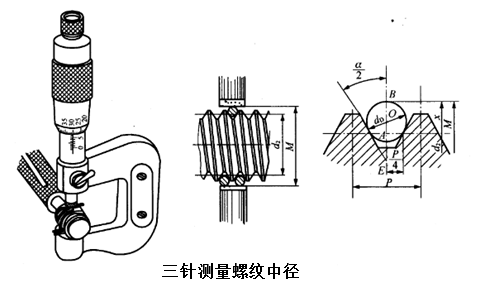
三针测量不仅用于测量三角形螺纹,而且还可广泛用来测量一些精度要求比较高的梯形螺纹和蜗杆等。

