外圆锥的尺寸控制及测量方法
1.外圆锥的尺寸控制方法
按圆锥大端直径(增加1mm)和圆锥长度将圆锥部分先粗车成圆锥体。
(1)转动小托板圆锥半角α/2 根据图纸计算出工件的圆锥半角并转动小托板。
(2)横向对刀 移动中、小托板,使车刀刀尖与轴右端外圆面轻轻接触,如图1所示。然后将小托板向后退出,中托板刻度调至零位,作为粗车外圆锥面的起始位置。
(3)按刻度移动中托板向前进给,并调整切削深度,开动机床,双手交替转动小托板手柄,手动进给速度应保持均匀一致,不能间断,如图2所示。当车至终端,将中托板退出,小托板快速后退复位。
(4)重复上一步的操作,调整切削深度,手动进给车削外圆锥面,并测量检验调整,直至加工完成。
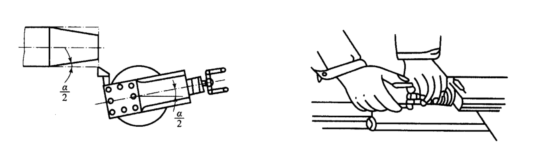
图1 横向对刀 图2 车外圆锥面
2.外圆锥的测量检验方法
常用的制度和角度检测方法有用游标万能角度尺、角度样板检测。对于精度较高的圆锥面,常用圆锥套规涂色法检验,其精度以接触面大小来评定。
(1) 万能角度尺测量
用游标万能角度尺可测量0°~320°范围的任意角度。用游标万能角度尺测量圆锥角度时,应根据角度的大小不同,选择不同的测量方法。用万能角度尺测量如图所示。将万能角度尺调整到要测量角度,基尺通过工件中心靠在端面上,刀口尺靠在圆锥面上,用透光法检测,如图3所示。
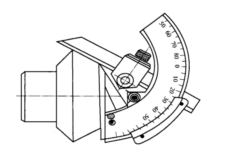
图3 万能角度尺检测
(2) 角度样板检测
用角度样板透光法测量,常用于成批和大批量生产,以减少辅助时间。用角度样板检测快捷方便,但精度较低,且不能测得实际角度,如图4所示。小托板转角调整准确后,粗车圆锥面,并留精车余量0.5~1mm。
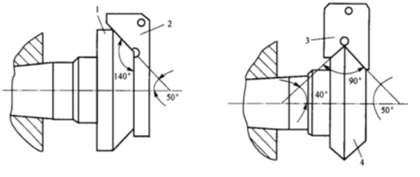
图4 角度样板检测
(3)圆锥套规涂色法检测
对于标准圆锥面或配合精度要求较高的圆锥工件,一般可以用圆锥套规和圆锥塞尺检测。圆锥套规用于检测外圆锥,圆锥塞尺用于检测内圆锥。用圆锥套锥检测外圆锥时,首先在工件表面顺着圆锥面上薄而均匀地涂上周向均等的三条显示剂(印油、红丹粉、机油的调和物等)如图5所示,然后手握圆锥套规轻轻地套在工件表面上,稍加轴向推力,并将圆锥套规转动半圈,如图6所示,最后取下圆锥套规,观察工件表面显示剂擦去的情况。若三条显示剂全长擦痕均匀,则表面圆锥接触良好,说明锥度正确,如图7所示。若小端擦去,大端没有擦去,说明圆锥角小了。若大端擦去,小端没有擦去,说明圆锥角大了。
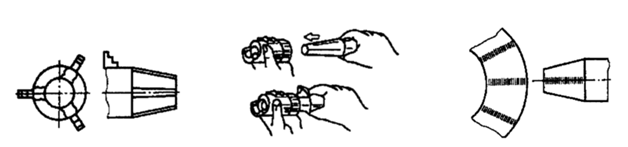
图5 涂色方法 图6 圆锥套规检测外圆锥 图7 合格的圆锥面及展开
3.精车外圆锥
小托板转角调整好后,精车外圆锥面主要是提高工件的表面质量和控制外圆锥面的尺寸精度,因此,精车外圆锥面时,车刀必须锋利、耐磨,进给必须均匀、连续。其切削深度的控制方法有一下两种。
(1)先测量出工件小端端面至套规过端界的距离a,见图8所示,用下式计算出切削深度ap:
ap=a tanα/2 或 ap=ac/2
然后移动中、小托板,使刀尖轻轻接触工件圆锥小端外圆表面后,退出小托板,中托板按ap值进给切削,小托板手动进给精车外圆面至尺寸,见图9所示。
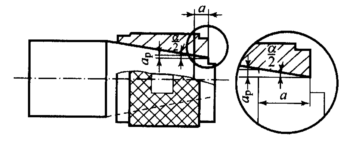
图8 套规测量
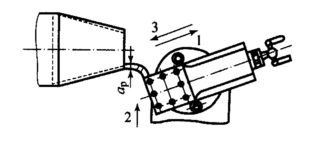
图9移动中托板调整精车切削深度ap
(2)根据量出距离法控制a,用移动床鞍的方法控制切削深度ap,使车刀刀尖轻轻接触工件圆锥小端外圆锥面,向后退出小托板使车刀沿轴向离开工件端面一个距离a,调整前应先消除小托板丝杠间隙,如图10所示。然后移动床鞍使车刀与工件端面接触,如图11所示,此时,虽然没有移动中托板,但车刀已经切入工件一个所需的切削深度ap。
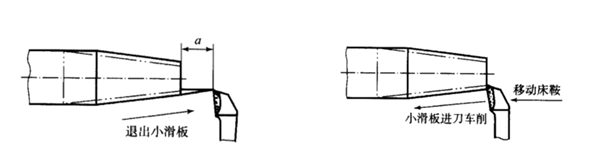
图10退出小托板距离a 图11 移动床鞍完成ap调整

