外圆锥的车削方法
1.转动小托板法
车较短的圆锥时,可以用转动小托板法。车削时只要把小托板按工件的要求转动一个圆锥半角,使车刀的运动轨迹与所要车削的圆锥素线平行即可。这种方法操作简单,调整范围大,能保证一定的精度。转动小托板车圆锥如图1-5-2所示。
转动小托板车圆锥的特点如下:
(1) 能车削圆锥角度较大的工件。
(2) 能车出整个圆锥体和圆锥孔,操作简单。
(3) 只能手动进给,劳动强度大,但不易保证表面质量,只适用于单件、小批量生产。
(4) 受行程限制只能加工锥面不长的工件。 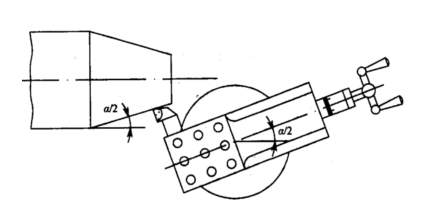
图1 转动小托板法车圆锥
2.转动小托板法车外圆锥的操作方法和步骤
(1)装夹工件和车刀。工件旋转中心必须与主轴旋转中心重合,车刀刀尖必须严格对准工件的旋转中心,否则车出的圆锥素线将不是直线,而是双曲线。
(2)确定小托板的转动角度。根据工件图样选择相应的公式计算出圆锥半角α/2,圆锥半角α/2是小托板应转动的角度。
(3)按工件上外圆锥面的倒、顺方向确定小托板的转动方向。车削正外圆锥(又称顺锥)面,即圆锥大端靠近主轴,小端靠近尾座方向,小托板应逆时针方向转动。车削反外锥(又称倒锥)面,小托板应顺时针方向转动。
(4)用扳手将小托板下面转盘上的两个螺母松开并转动小托板,使小托板的基准零线与圆锥半角α/2的刻线对齐,然后缩颈转盘上的螺母。
(5)圆锥半角的校正
①试车削试测量法
当圆锥半角α/2不是整数值时,其小数部分用目测的方法估计,大致对准后通过试车削逐步找正,转动小托板时,可以使小托板转角略大于圆锥半角α/2,但不能小于α/2,,转角偏小会使圆锥素线车长,而难以修正圆锥长度尺寸,如图1-5-3所示。转动小托板试车到加工长度为锥长的1/2~2/3,根据经验摆动锥度量规或采用涂色法检测,多次调整小托板半锥角,多次试车,多次检验,直到调准为止。
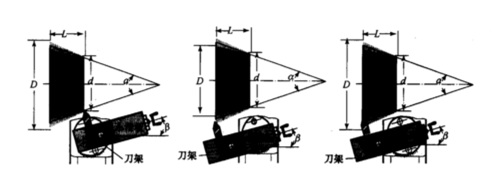
图2 试车削校正圆锥半角
②百分表验锥度法
利用百分表也可直接在已车削外圆上找正。如图1-5-4所示,装上工件,车好外圆,松开小托板并转动小托板约α/2,锁紧小托板,根据工件锥度,计算出轴向移动的距离L、下托板移动的距离S、圆锥半角α/2与百分表的变化量d之间的关系,[sinα/2=(D-d)/2L1]。装好百分表,小托板和百分表刻度调零。用手转动小托板刻度盘手柄来移动刀架,小托板移动的距离L1,百分表的正好是(D-d)/2时,说明锥度已找正,锁紧转盘,此种方法一般不需试切削,而且找正精度较高,注意:用该方法找正时,不可超过百分表测量杆的行程,以免百分表损坏。
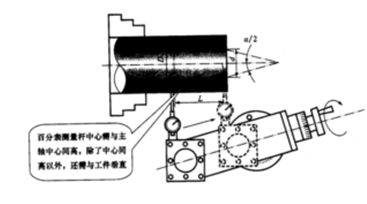
图3 百分表验锥度法
③空对刀找正锥度法
装上工件,车好外圆。松开小托板并转动小托板α/2,锁紧小托板,小托板刻度调零,移动中托板使90º车刀刀尖接触A点(见图1-5-5),记住A点中托板的刻度,退中托板。移动小托板距离为L1,此时为B点,再移动中托板对刀。若B点中托板的刻度与A点的种托板的刻度相差(D-d)/2,说明锥度已找正,锁紧转盘,此种方法一般不需时切削,找正精度不高。
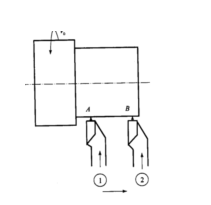
图4 空对刀找正锥度法

