
零件的定位与装夹
上一节
下一节

[项目导入]
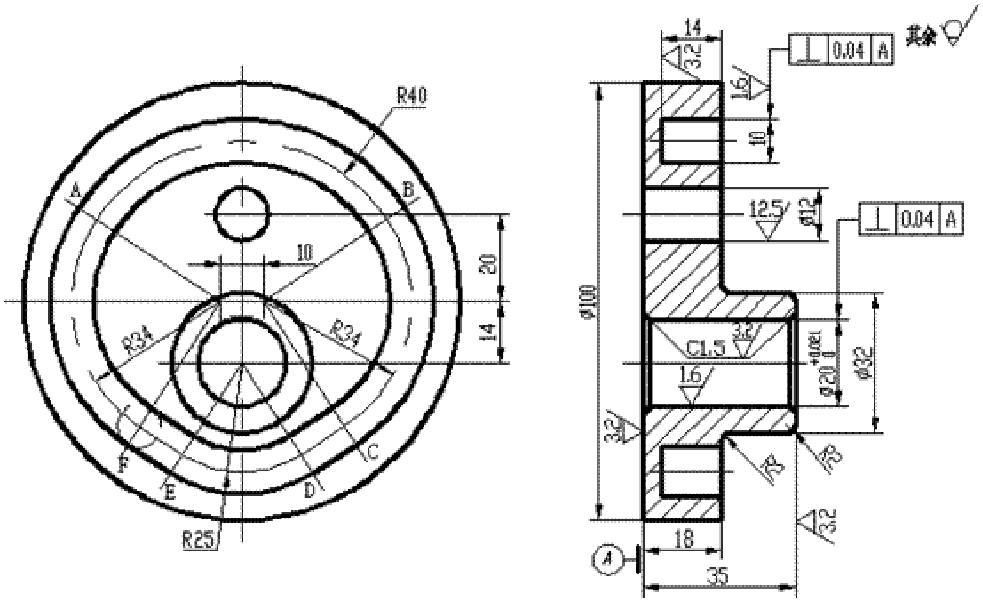
2019年9月,学院承接了某公司一批槽形凸轮零件样板件的外协加工订单,生产类型为单件。其外轮廓已经由前道工序加工,本工序的任务就是加工凸轮槽与Φ12mm和Φ20mm的两个孔。
材料:HT200
要求:分析其数控铣削加工工艺,编制数控加工工艺过程卡、工序卡、刀具卡等工艺规程。
[学习目标]
1、知识目标:零件图工艺分析结果对工序划分,进行加工路线拟定。
2、情感目标:培养细致严谨、认真钻研的工匠精神
3、能力目标:培养独立分析问题和解决问题的能力、团结协作的团队精神
[理论知识]
一、夹具的选择
在选用夹具时,通常需要考虑产品生产批量、生产效率、质量保证及经济性。
铣床的夹具主要分三种。
1、通用夹具。最常用的平口虎钳、分度头和三爪自定心卡盘,没有特殊要求和结构的零件均优先选用通用夹具。如图1、2、3所示。

图1 平口虎钳

图2 三爪自定心卡盘

图3 分度头
1、气动或液压夹具。适用于生产批量较大、不宜采用其他夹具的工件。
2、专用铣削夹具。为特殊零件专门设计的夹具。
3、万能组合夹具。适合于小批量生产。如图4所示。

图4 组合夹具
4、多工位夹具。适用于中批量生产。如图5所示。

图5 多工位夹具
数控机床加工零件时,定位基准、夹紧方式的选择原则与普通机床加工相同。
数控铣床和加工中心上夹具的标准化、通用化和自动化对提高加工效率及降低加工成本都有很大影响。对批量小的零件优先采用组合夹具。对形状简单的单件小批量零件,可采用通用夹具,如三爪卡盘、虎钳等。只有在批量大、加工精度要求较高的情况下才设计专用夹具。此外,为提高数控加工的效率,在成批生产中,还可采用多工位、多工件夹具。

