

[学习目标]
1、知识目标:掌握数控机床绝对坐标与增量坐标指令的含义、指令格式及应用。
2、情感目标:培养细致严谨、认真钻研的工匠精神
3、能力目标:具备使用数控系统绝对与增量坐标指令完成编制程序的能力;培养独立分析问题和解决问题的能力、团结协作的团队精神
[理论知识]
一、功能
G90/G91指令为同组模态G代码。用于指定坐标系作接近设定点运动。
二、指令格式
指令格式:G90/G91
说明:
1、G90绝对编程方式下,每个编程坐标轴上的编程值是相对于编程原点。
2、G91增量编程方式下,每个编程坐标轴上的编程值是相对于前一位置而言,该值等于轴移动的距离。即:编程尺寸=终点坐标-起点坐标,差值为正时表示刀具运动方向与坐标轴正方向相同,为负时表示与坐标轴负方向相同。
3、机床刚开机时默认G90状态。
4、G90和G91都是模态(续效)指令。
三、应用举例
1、例1:用G90/G91指令完成刀具从A点直线运动到B点编程。


2、例2:如图1所示,用G90和G91指令分别完成从原点-开始点-目标点的加工位置移动程序。
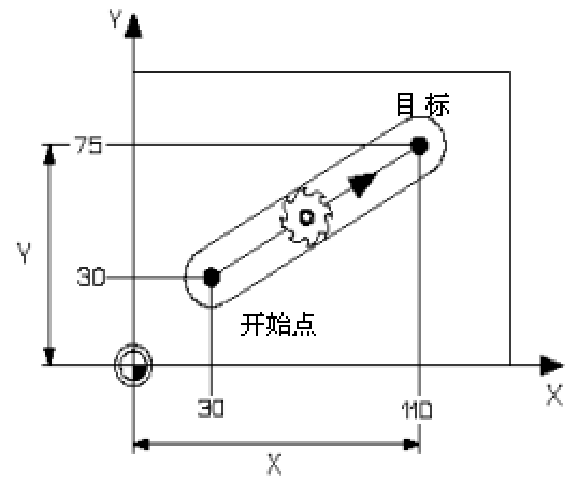
图1 坐标点示意图
程序1
…
N50 G90
N60 G00 X0 Y0 Z10
N70 G01 X30 Y30
N80 Z-5
N90 X110 Y75
N100 Z10
N110 M30
程序2
…
N50 G90
N60 G00 X0 Y0 Z10
N70 G91 G01 X30 Y30
N80 Z-15
N85 X80 Y45
N90 Z15
N95 G90
N100 M30
四、英制与米制转换G20~G21
规定尺寸单位制:
米制G21:长度单位为毫米(mm)
英制G20:长度单位为英寸(in)
G20 、G21同组模态G代码,建议将G20设成初始G代码
[章节测验]

