
快速点定位指令(G00)
上一节
下一节

[学习目标]
1、知识目标:掌握数控系统中常用指令以及各指令代码含义
2、情感目标:培养严谨细致、认真钻研、创新等工匠精神
3、能力目标:培养独立分析问题和解决问题的能力
[理论知识]
一、快速定位指令G00
该指令的功能是控制刀具以点位控制方式,从刀具当前点快速移动到目标点。
编程格式: G00 X(U)_Z(W)_;
式中:X(U)、Z(W)——刀具移动目标点坐标。X、Z为绝对坐标,U、W为增量坐标。
如下图所示:刀具从A点快速移动到B点。
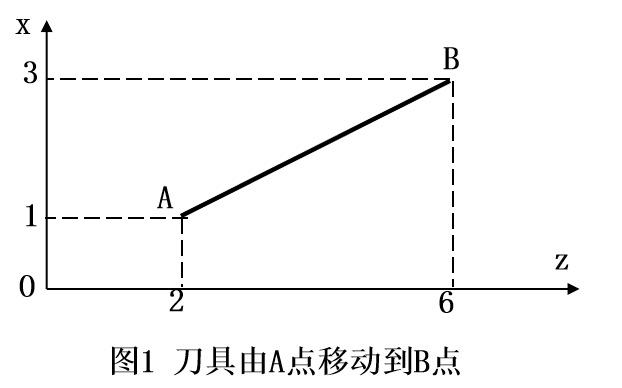
绝对坐标编程格式为:G00 X6.0 Z6.0;
增量坐标编程格式为:G00 U4.0 W4.0;
二、指令使用说明
1、使用G00指令时,刀具的实际运动路线因机床的数控系统而异,不一定是直线,有可能是折线。使用时,要了解具体的数控系统,要注意刀具是否与工件和夹具发生干涉。对不适合联动的场合,可逐轴单动。
2、使用G00指令时,其移动速度由机床参数来设定的,与F指令无关。
[章节测验]

