

[课程引入]
1、数控机床多种多样,有什么区别呢?
[学习目标]
1、知识目标:掌握数控机床分类
2、情感目标:培养爱岗的职业精神
3、能力目标:培养独立分析问题和解决问题的能力
[理论知识]
一、数控机床的组成
数控机床的基本组成包括输入输出装置、CNC单元、伺服驱动装置、可编程序控制器(PLC)、位置反馈系统、机床本体等,如下图所示。
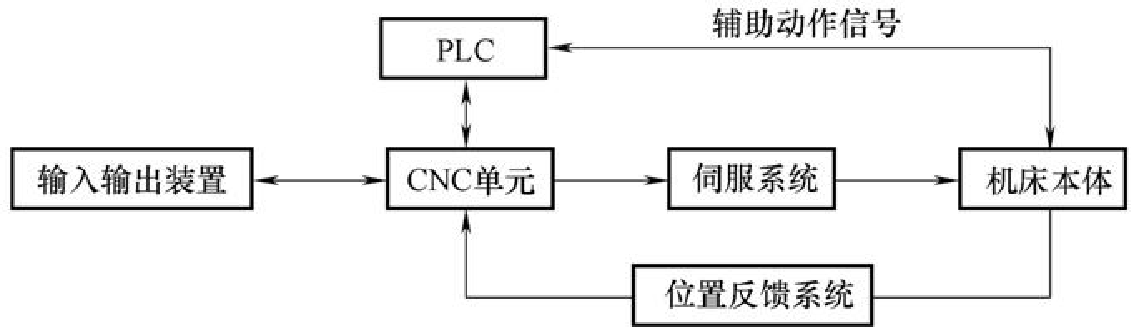
图 数控机床的组成
(1)输入输出装置 在数控机床上加工零件时,首先根据图样上的零件形状、尺寸和技术要求,确定加工工艺,然后编制出加工程序。
(2)CNC单元 CNC单元是数控机床的核心。
(3)伺服系统 伺服系统是数控机床的执行机构。
(4)可编程序控制器(PLC) 可编程序控制器(PLC)的作用是对数控机床进行辅助控制。
(5)位置反馈系统 位置反馈系统的作用是通过传感器将驱动电动机的角位移和数控机床执行机构的直线位移转换成电信号,输送给CNC单元,与指令位置进行比较,并由CNC单元发出指令,纠正所产生的误差。
(6)机床本体 数控机床的机床本体包括主运动系统、进给运动系统及辅助装置。
二、数控机床的分类
按工艺用途分类:
(1)普通数控机床:普通数控机床一般指在加工工艺过程中的一个工序上实现数字控制的自动化机床,如数控铣床、数控车床、数控钻床、数控磨床与数控齿轮加工机床等。普通数控机床在自动化程度上还不够完善,刀具的更换与零件的装夹仍需人工来完成。
(2)加工中心:加工中心是带有刀库和自动换刀装置的数控机床,它将数控铣床、数控镗床、数控钻床的功能组合在一起,零件在一次装夹后,可以将其大部分加工面进行铣削。
按运动方式分类:
(1)点位控制数控机床:数控系统只控制刀具从一点到另一点的准确位置,而不控制运动轨迹,各坐标轴之间的运动是不相关的,在移动过程中不对工件进行加工。这类数控机床主要有数控钻床、数控坐标镗床、数控冲床等。
(2)直线控制数控机床:数控系统除了控制点与点之间的准确位置外,还要保证两点间的移动轨迹为一直线,并且对移动速度也要进行控制,也称点位直线控制。这类数控机床主要有比较简单的数控车床、数控铣床、数控磨床等。单纯用于直线控制的数控机床已不多见。
(3)轮廓控制数控机床:轮廓控制的特点是能够对两个或两个以上的运动坐标的位移和速度同时进行连续相关的控制,它不仅要控制机床移动部件的起点与终点坐标,而且要控制整个加工过程的每一点的速度、方向和位移量,也称为连续控制数控机床。这类数控机床主要有数控车床、数控铣床、数控线切割机床、加工中心等。
按控制方式分类:
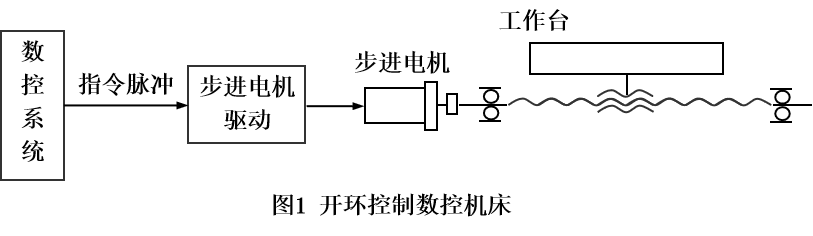
(1)开环控制数控机床:这类机床不带位置检测反馈装置,通常用步进电机作为执行机构。输入数据经过数控系统的运算,发出脉冲指令,使步进电机转过一个步距角,再通过机械传动机构转换为工作台的直线移动,移动部件的移动速度和位移量由输入脉冲的频率和脉冲个数所决定。
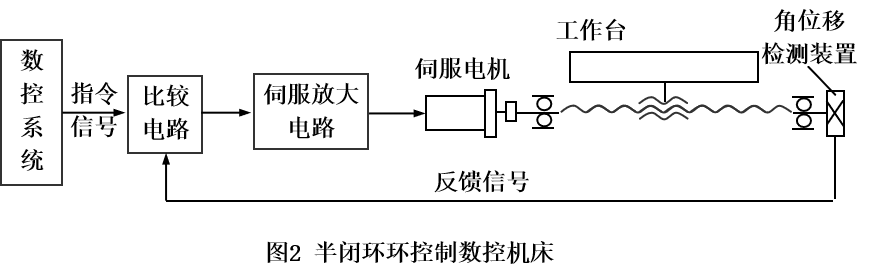
(2)半闭环控制数控机床:在电机的端头或丝杠的端头安装检测元件(如感应同步器或光电编码器等),通过检测其转角来间接检测移动部件的位移,然后反馈到数控系统中。由于大部分机械传动环节未包括在系统闭环环路内,因此可获得较稳定的控制特性。其控制精度虽不如闭环控制数控机床,但调试比较方便,因而被广泛采用。
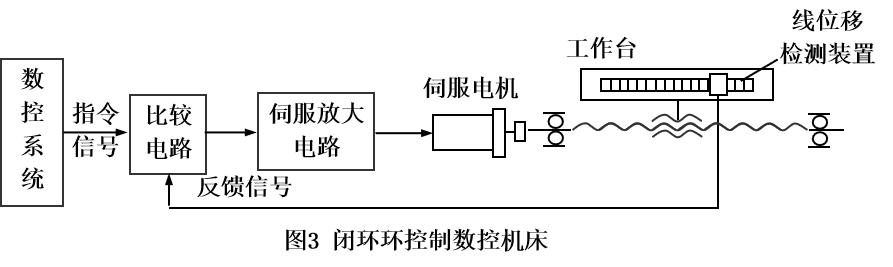
(3)闭环控制数控机床:这类数控机床带有位置检测反馈装置,其位置检测反馈装置采用直线位移检测元件,直接安装在机床的移动部件上,将测量结果直接反馈到数控装置中,通过反馈可消除从电动机到机床移动部件整个机械传动链中的传动误差,最终实现精确定位。
[章节测验]

