
激光非金属切割系统通过计算机实现对激光数控机床的有效控制,根据用户的不同要求完成加工任务。
1.激光非金属切割机
WR4060型外观如图1-5-1所示,主要性能参数:最大幅面400*600mm、雕刻厚度达2mm、切割厚度达20mm(视材料而定)、雕刻速度达1000mm/s、切割速度300mm/s;激光器功率80W,是水冷方式CO2封离式激光管,0.01mm精度的红光定位;电动300mm升降高度的蜂窝平板。整个系统具有以下特点:三线直线导轨、高品质激光管与高稳定光路支持快速曲线连续切割;睿达高性能主板,可脱机,全面支持CAD、AI、Coreldraw等设计软件且人机界面友好。

图1-5-1 激光雕刻机4060型
睿达控制板操作面板,如图1-5-2所示。复位键:复位主板。定位键:设置定位点。点射键:激光管点射出光。边框键:对当前加工文件进行走边框操作。文件键:内存文件和 U 盘文件管理。速度键:设置当前加工速度值。最大功率键与最小功率键:设置当前功率值。启动/暂停键:启动工作,暂停或重启工作。箭头符号键:左右代表X轴移动或在设置参数时用于左右方向键使用,而上下代表Y轴移动或在设置参数时用于上下方向键使用。Z/U键:包含 Z/U轴移动,定位点设置,语言设置功能等。

图1-5-2睿达操作面板
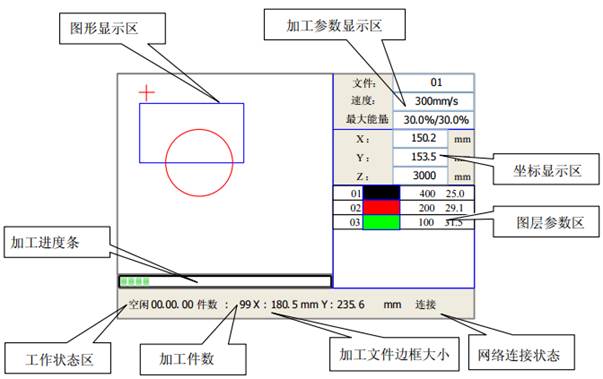
图1-5-3睿达操作主界面
上电系统复位完毕后会显示主界面,如图1-5-3所示。图形显示区用于文件预览显示和加工时对加工文件图像进行描绘。加工参数显示区会显示当前加工文件的文件号、速度和最大能量。坐标显示区会显示激光头当前位置的坐标值。图层参数区显示当前加工文件的图层参数或预览文件的图层参数,从左到右依次为图层号、颜色、速度、最大能量参数。工作状态区用于显示系统当前工作状态,有空闲、暂停、完成和运行四种状态,右侧显示加工的时间。加工进度条显示当前加工进度。加工件数显示当前加工文件的已加工数量。加工文件边框大小显示加工文件的范围。在完成/空闲状态下,按键均可以响应,用户可进行文件加工,参数设置,文件预览等操作。在运行/暂停状态下,某些按键不响应,如定位键,边框键,文件键等。
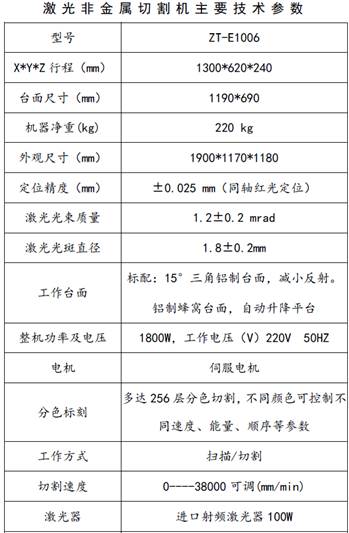
ZT1006机型(工训)
 |
2.工作流程
工作流程打开软件—进入调试回原点—导入格式dxf 矢量图——设定加工方式(切割、扫描,根据材料确定速度功率)——设定工件原点(放好材料)——调好焦距———连接好USB——走边框—开始加工——加工完成——取出零件。
WR4060制作为例
3.调焦
关于焦距,激光头到物体表面有个标准距离,请用自带的焦距尺卡好,这个是激光雕刻的有效雕刻距离。
以WR4060机型为例

4.现场安全
一、遵守学校《工程训练安全守则》。
二、激光加工设备使用必须经实验室预约同意。
三、操作人员必须严格培训,严格遵守操作流程。加工前,设定合适参数防止激光加工时材料起火。加工过程,必须操作人员在场。加工后按规程关机关电闸。
四、现场有序存放材料和工具,用完设备及时清理,保证环境卫生。
五、参观激光加工需听从现场指挥,严禁私自打开防护盖观察和触摸。使用心脏起搏器的人员请勿接近激光设备。

