铣削加工
上一节
下一节
1.概述
一、概述
1.铣削加工
在铣床上使用旋转多刃刀具,对工件进行切削加工的方法。
主运动:铣刀的旋转
进给运动:铣刀或工件的直线运动或回转运动
适用范围:平面和沟槽类工件
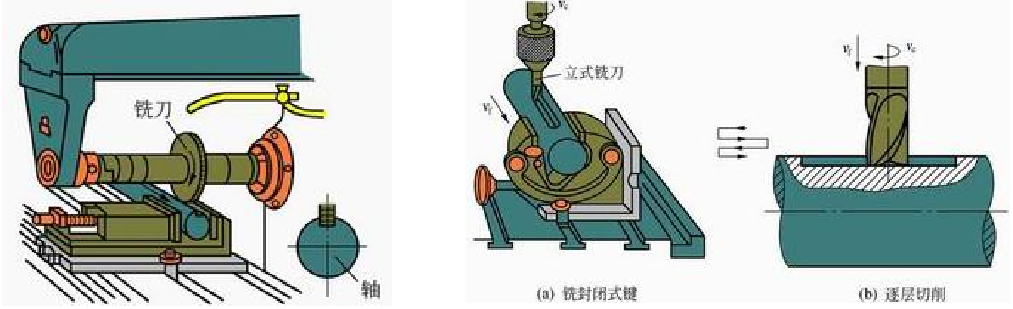
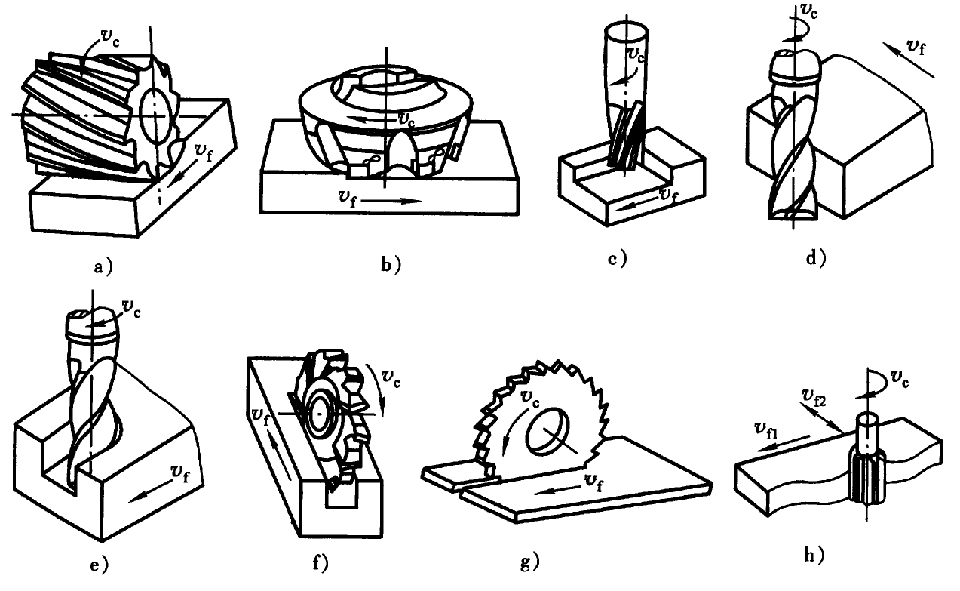
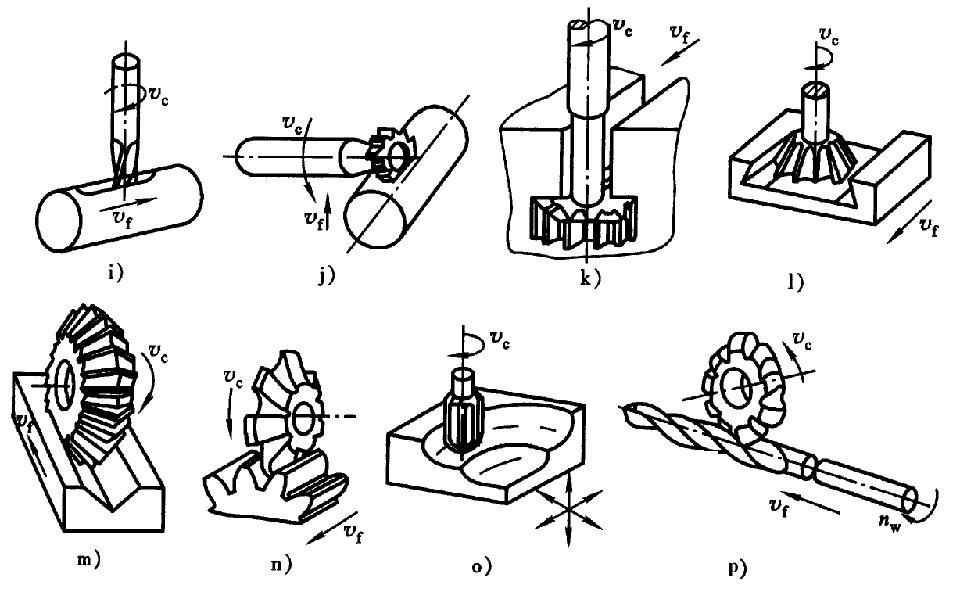
2.铣削加工工艺范围
3.铣削用量
(1)背吃刀量ap
平行于铣刀轴线测量的切削层尺寸,单位为mm。
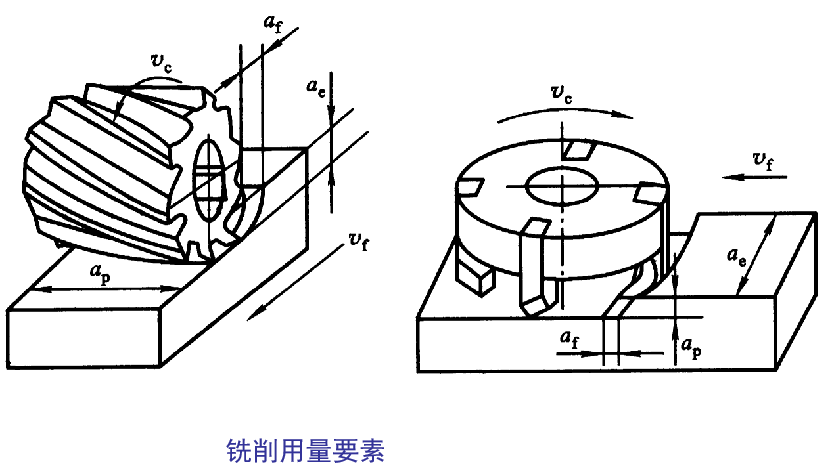
(2)铣削速度vc
铣刀主运动的瞬时线速度,单位为m/min。
(3)进给量:工件与铣刀在进给方向上的相对位移量。
1)每齿进给量fz
铣刀每转一个刀齿时,工件与铣刀沿进给方向的相对位移量,单位为mm/z。
2)每转进给量f 铣刀每转一转时,工件与铣刀沿进给方向的相对位移量,单位为mm/r。
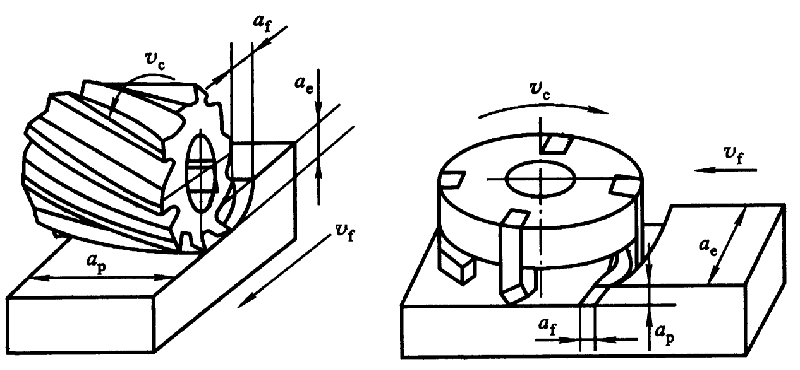
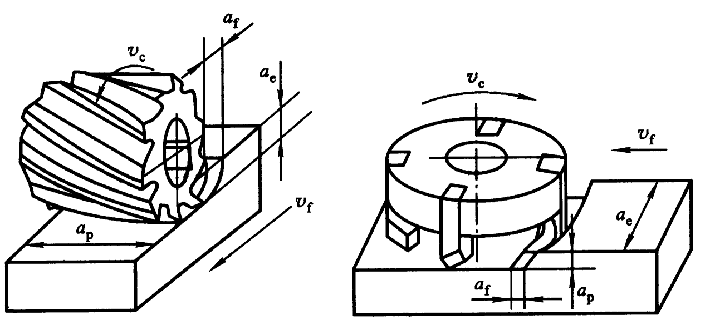
4.铣削方式
铣削方式是指铣削时铣刀相对于工件的运动和位置关系。其影响铣刀寿命、工件表面粗糙度、铣削过程平稳性及生产率。
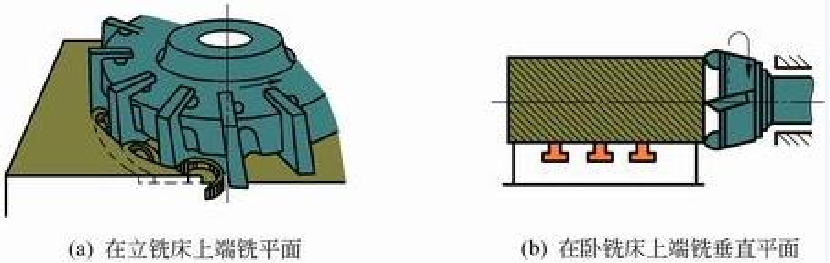
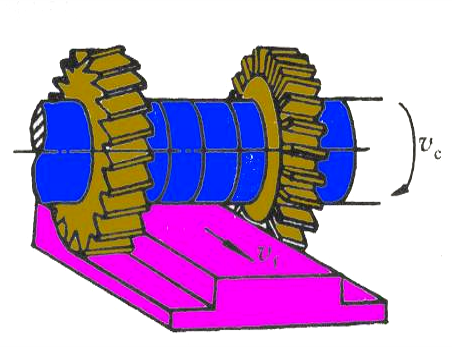
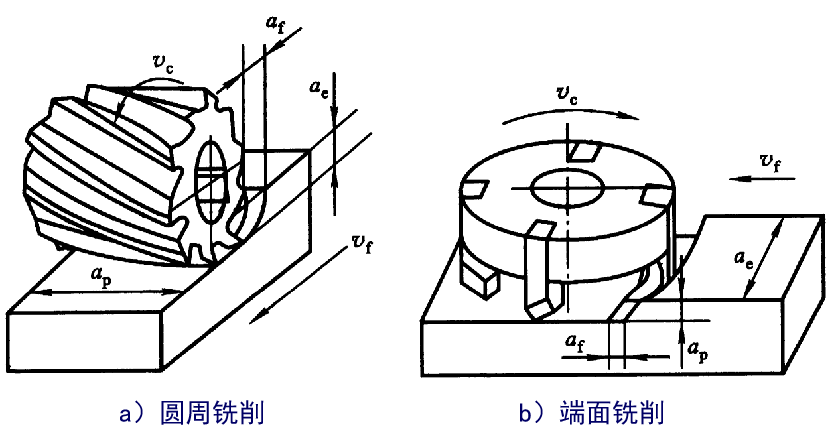
依据铣刀的类型(切削刃在铣刀上的分布:圆柱面和端平面)分为圆周铣削(周铣)和端面铣削(端铣)两种方式。
![]()
圆周铣削(周铣) | 端面铣削(端铣) |
用铣刀圆周上的切削刃来铣削工件,铣刀的回转轴线与被加工表面平行。 | 用铣刀端面上的切削刃来铣削工件,铣刀的回转轴线与被加工表面垂直。 |
通常只在卧式铣床上进行 | 端铣一般在立式铣床上进行,也可在其他形式的铣床上进行 |
只有主刃参加切削,无副刃所以加工后的表面粗糙度较大。 | 主刃副刃同时参加切削,且副刃有修光作用,所以加工后的表面粗糙度较小。 |
周铣时主轴刚性差,生产率较低,适于在中小批生产中铣削狭长的平面、键槽及某些成形表面和组合表面。 | 端铣时主轴刚性好,并且面铣刀易于采用硬质合金可转位刀片,因而所用切削用量大,生产率较高,适于在大批大量生产中铣削宽大平面。 |
二、铣床
铣床的种类很多,其中升降台式铣床和龙门铣床为最基本类型。为适应不同的加工对象和不同的生产类型还派生出许多品种的铣床,如卧式及立式升降台铣床、工具铣床、龙门铣床、仿形铣床、仪表铣床和床身铣床等。其中应用最普遍的为卧式升降台铣床
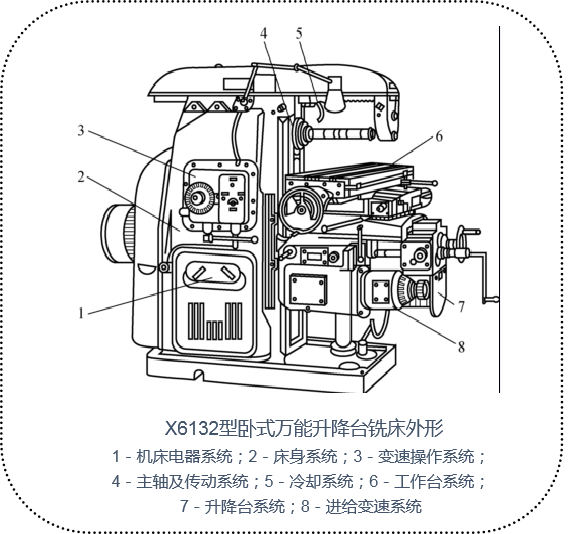
铣床结构
如图所示为X6132型铣床,它是国产铣床中最典型、应用最广泛的一种卧式万能升降台铣床。X6132型铣床的主要特征是铣床主轴轴线与工作台台面平行。结构完善,变速范围大,刚性较好,操作方便,有纵向进给间隙自动调节装置,工作台可以回转45°,工艺范围较广。
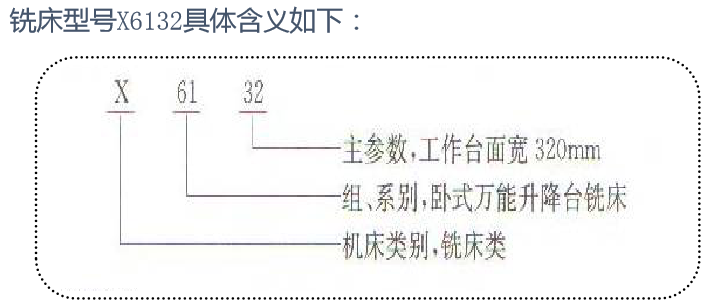
2.铣床型号
三、铣削运动
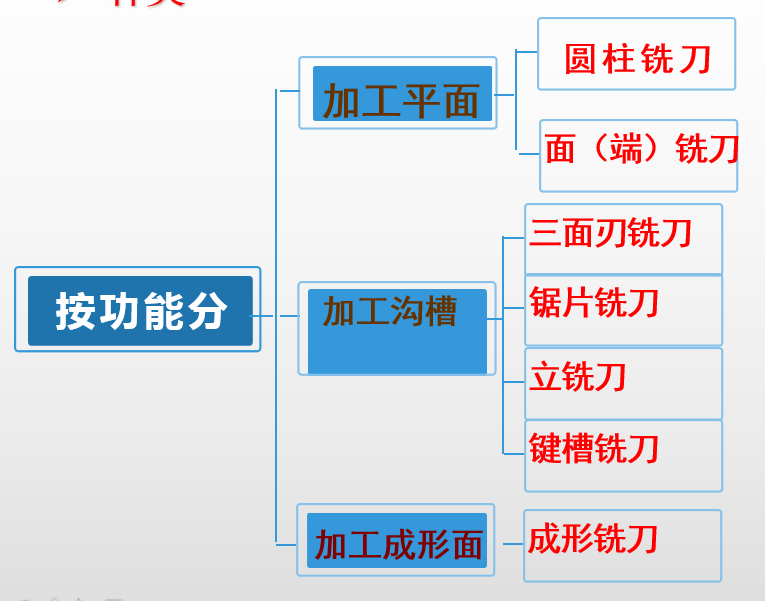
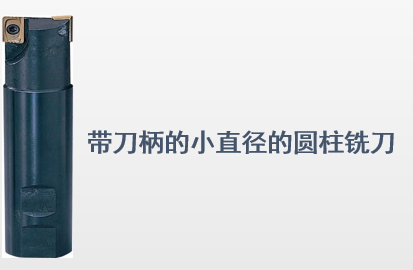
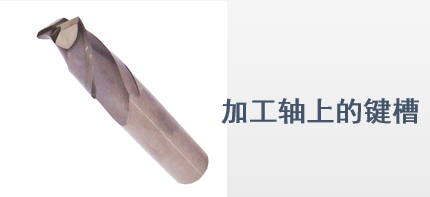
四、铣刀
种类
多齿回转刀具,种类繁多。


五、铣削加工方法
1.铣削平面、垂直面的方法