铸件结构工艺性(二):合金性能的影响
上一节
下一节
每种铸造合金都有其适宜的铸件壁厚范围,过大或过小都会对铸件产生不利的影响。
壁厚过小,则难以保证充型,容易产生浇不足和冷隔等铸造缺陷。铸件的最小允许壁厚和铸造金属的流动性密切相关。在相同铸型条件下,获得铸件的最小壁厚也不同;在不同铸型条件下,同一种铸造合金铸件的最小厚度也不相同,冷却能力愈强的铸型,获得铸件的最小壁厚亦愈大。
壁厚过大,铸件壁的中心冷却较慢,会使晶粒粗大,还容易引起缩孔和缩松缺陷,使铸件强度下降。为了充分发挥金属力学性能的潜力,节约金属,各种铸造合金都存在一个临界壁厚。铸件壁厚超过这个临界值之后,其强度并非按壁厚的增大而成比例地增加。一般在砂型铸造时,各种合金铸件的临界壁厚值约为其最小壁厚的三倍。
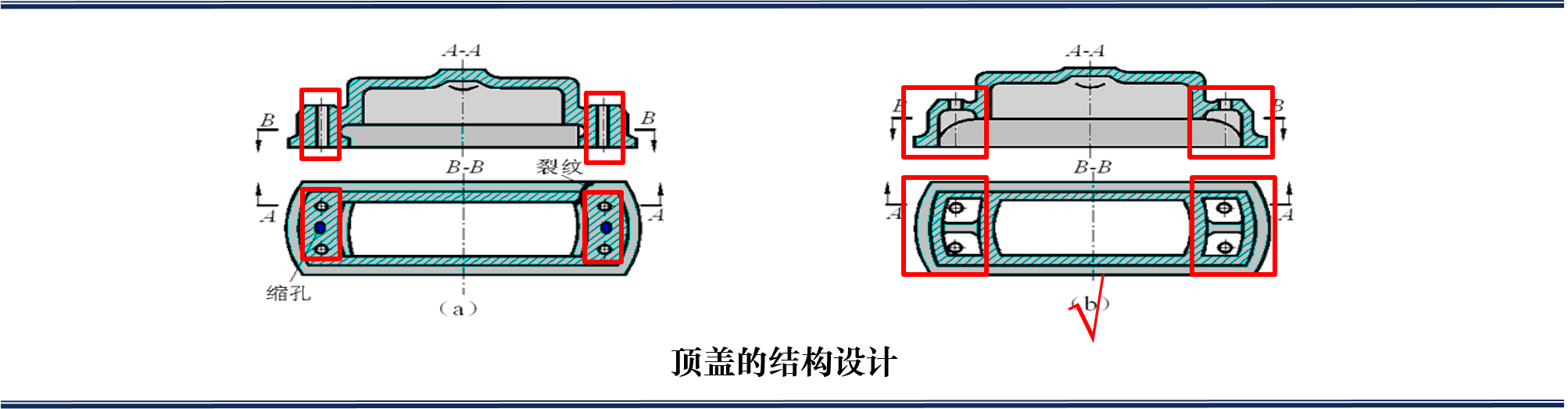
如果壁厚不均匀,则致使铸件的冷却速度不同,形成较大的铸造应力,而且易于产生变形和裂纹。同时,在壁厚交接处金属聚集的地方,由于冷却较慢而产生热节。热节处容易产生缩孔、缩松和晶粒粗大等缺陷。