1. 任务描述
柔性测量实训室接到一批工装夹具的检测任务,客户要求出具3D检测报告。为确保测量顺利开展、尽量减小测量误差,现需要质检员根据被检测对象选择合理的检测设备并拟定检测方案。
2.任务工单
如需下载任务工单进行填写,请点击下载附件。

子任务1:找准对象
(1)确认被检测对象为数控加工车床的工装夹具的精度;
(2)明确被测件的特征要求。 工件及图纸:
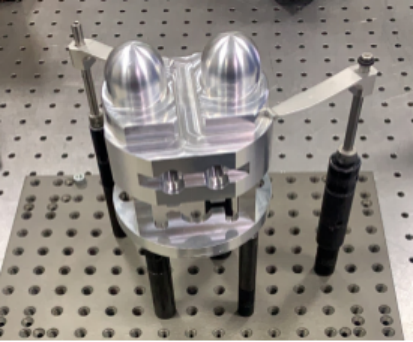
图2-2 零件实物外观
图2-3 工装夹具零件图纸

知识点1:触发式测头配置与校验
子任务2:确定方法
(1)分析零件的特点,如需要测量的特征类型等,并填好表格2-2;
表2-2 被测零件特点及要求汇总表
(2)将常用的三种三维检测设备进行对比,并填入表格2-3;
(3)选择最合适的一种或两种三维检测设备方案,并撰写选择的测量设备结果及原因:
--------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
子任务3:选择手段
根据不同的三维检测设备的特点选定设备进行检测。
(1)分析零件的特点,如尺寸、精度要求等,并填好表格2-4;
(2)将常用的三种三维检测设备进行对比,并填入表格2-5;
(3)选择最合适的一种或两种三维检测设备方案,并撰写选择的测量设备结果及原因:
——————————————————————————————————————
不同的检测仪器的特点
1.柔性关节臂检测
定义:由多个可转动关节组成,通过手动操作接触式测头或激光扫描头采集物体表面数据。
关键特性 :接触式测量为主 ,支持自动跟踪功能以提高效率 ,但精度受关节角度误差影响较大 ,且受臂长的限制 , 测量范围有限。
应用 :其核心优势在于便携性、灵活性及环境适配性 ,可搭载多种测头 ,适合难以移动工件的现场检测和工作区域 相对狭窄的测量,如汽车生产在线检测等。
2.手持式三维扫描仪
定义 :采用非接触式技术(如激光或结构光) ,通过光学传感器快速获取物体表面几何信息并生成数字模型。部分 高端型号支持无线模块,适合大尺寸工件扫描,且不受物体材料或颜色限制。
特点:便携性与易用性、高分辨率与适应性:无需外部跟踪设备,适应狭小空间、高数据处理(需要贴点测量)。
应用:便携性强,可精细扫描细小特征(如硬币纹理),适用于现场检测、质量控制和逆向工程等。
3.智能光学动态跟踪仪
定义 :通过光学追踪器实时定位扫描仪位置 ,结合动态跟踪技术实现无标记点扫描。尤其擅长中大型工件的高精度 动态测量。
特点:超高精度(最高可达±0.01)、动态测量能力、大范围测量、不用贴点。
应用 :非接触式、高精度实时数据采集 ,适合复杂曲面和动态场景 ,如航空航天部件、发动机部件高精度动态检 测、白车身装配检测等,同时与机器人集成,实现自动化在线检测。
根据以下零件图纸,进行详细的零件检测方案的设计和记录,记录在表2--6中。
表2-6 零件检测方案
零件名称 |
| 方案编制人 |
|
检测设备 |
| 检测手段 |
|
序号 | 公差类型 | 特征描述 | 标准值 | 上公差 | 下公差 | 工作平面 | 测量基准 | 测量手段 | 测量方法 |
例 | 尺寸公差 | 直径 | 17mm |
|
| Z+ | 轴心线 | 柔性关节臂 | 接触式(3mm) |
1 |
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
7 |
|
|
|
|
|
|
|
|
|
8 |
|
|
|
|
|
|
|
|
|
9 |
|
|
|
|
|
|
|
|
|
选择手段的原则
选择手段遵循“五要 ”原则 :一是要是一要满足检测要求 ;二是要看现有的设备有哪些 ;三是要会操作相应的设 备;第四是根据实际检测要求考虑检测效率;第五是成本要低、能耗小、低碳(减少样本浪费)。
根据被测零件的图纸、被测特征的要求等优选零件装夹方式 ,并合理装夹 :为了保证一次装夹完成所有要求尺寸的 检测 ,本案例推荐将零件竖向装夹的方案(使用海克斯康柔性夹具) ,装夹时需要将工件抬高 ,保证所有尺寸在一次装 夹后均可测量。
图2-4 海克斯康柔性夹具
工件装夹介绍
装夹的目的
零件装夹的目的是保证检测零件的稳定性以及可重复性,确定工作测量姿态,实现测量的准确性。
装夹的原则
(1)基本原则: 在满足测量要求的前提下,尽可能保证以尽量少的装夹次数完成全部测量尺寸。
(2)其他原则:
①装夹的稳定性;
②零件测量可重复性;
③数据测量方便性;
④考虑零件的变形影响(尽量减少零件的变形量,尤其是关键尺寸及基准元素)。
3.装夹的步骤
分析图纸,确定其基准特征:
根据检测图纸与测量列表,分析其被测特征;
合理选择测头:根据零件形貌特征选择合适的测头;
4.优选零件装夹方式,并合理装夹:
空间自由度
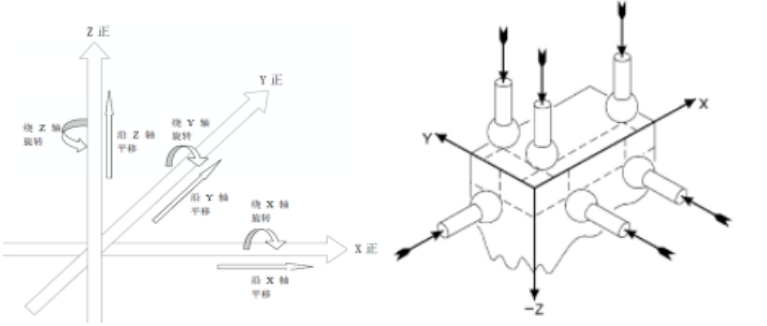
(1)自由度的概念
在空间直角坐标系中 ,任意零件均有六个自由度 ,即 :分别沿X、Y、Z轴平移( x,y,z )和分别绕X、Y、Z轴旋转 (u,v,w)。只要限制住6个自由度,就可以建立一个固定的坐标系。
图2-6 自由度原理图
超精密制造既要大国工匠的超绝耐心和技术,也要依靠超精度加工设备的开发和研制。细微处见真本领,做质量也是如此,要细心用心,才能不造成重大质量问题。