【任务内容】
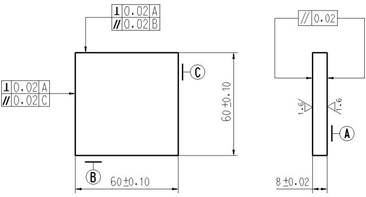
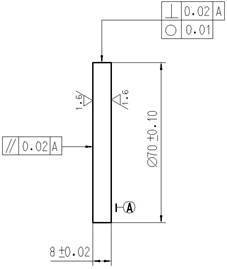
做出图1-3中的三角R合套
图1-3
【任务技能工艺要求】
(1)公差等级:锉配IT7、钻孔IT10
(2)形位公差:锉配0.03~0.02mm、钻孔同轴度φ0.03mm
(3)表面粗糙度:锉配Ra1.6μm、钻孔Ra3.2μm
(4)时间定额:300分钟
(5)其他方面:配合平面间隙≤0.03mm、曲面间隙≤0.04mm
技术要求:以凸件为基准,凹件配作,配合互换间隙,平面部分≤0.03mm,曲面部分≤0.04mm。
【任务所需材料、设备、工具】
(1)材料准备
| 序号 | 材料名称 | 规格 | 数量 | 备注 |
| 1 | 45 | 65×65×10mm | 1 | 图A |
| 2 | 45 | φ75×10mm | 1 | 图B |
三角R合套备料图:
(2)设备准备
| 序号 | 名称 | 规格 | 序号 | 名称 | 规格 |
| 1 | 划线平台 | 2000×1500mm | 4 | 钳台 | 3000×2000mm |
| 2 | 方箱 | 205×205×205mm | 5 | 台虎钳 | 125mm |
| 3 | 台式钻床 | Z4112 | 6 | 砂轮机 | S3SL-250 |
备注:划线平台、钻床、砂轮机、钳台及附件配套齐全,布局合理。
(3)工、量、刃具准备
| 名称 | 规格 | 精度 (读数值) | 数量 | 名称 | 规格 | 精度 (读数值) | 数量 |
| 游标高度尺 | 0~300mm | 0.02mm | 1 | 平板 | 280×330 | 一级 | 1 |
| 游标卡尺 | 0~150mm | 0.02mm | 1 | 手用圆柱铰刀 | φ10mm | H7 | 1 |
| 千分尺 | 0~25mm | 0.01mm | 1 | 铰杠 |
|
| 1 |
| 25~50mm | 0.01mm | 1 | 量块 | 38块 |
| 1 |
| 50~75mm | 0.01mm | 1 | R规 | 5~14.5mm |
| 1 |
| 塞尺 | 0.02~0.5mm |
| 1 | 圆锉 | 150mm(1号纹) |
|
|
| 检验棒 | φ10×100mm | h6 | 1 | 200mm(3号纹) |
|
|
| 90°角尺 | 100×63mm | 一级 | 1 | 200mm(4号纹) |
|
|
| 万能角度尺 | 0°~320° | 2′ | 1 | 200mm(5号纹) |
|
|
| 刀口尺 | 125mm | 一级 | 1 | 三角锉 | 100mm(2号纹) |
|
|
| V型架(铁) |
|
| 1 | 100mm(5号纹) |
|
|
| 正弦规 | 100×80mm | 一级 | 1 | 150mm(1号纹) |
| 1 |
| 直柄麻花钻 | φ2mm |
| 1 | 100mm(3号纹) |
| 1 |
| φ3mm |
| 1 | 整形锉 |
|
| 1组 |
| φ9.8mm |
| 1 | 平锉 | 250mm(1号纹) |
| 1 |
| φ12mm |
| 1 | 150mm(4号纹) |
| 1 |
| 表架 |
|
| 1 | 150mm(5号纹) |
|
|
| 铰杠 |
|
| 1 | 100mm(5号纹) |
|
|
| 塞规 | φ10mm | h7 | 1 | 钳工常 用工具 | 锯弓、锯条、手锤、錾子、划规、划针、样冲、钢直尺、软钳口、锉刀刷、机油 |
| 百分表 | 0~0.8mm | 0.01mm | 1 |
| 分度头 | FW160mm |
| 1 |
【任务技能评分标准】
考核实行百分制,成绩达60分(含) 以上者为合格,考核时间为360分钟,在规定时间内未完成者不得分,视为不合格。任务配分由现场考核和压模两部分组成,现场考核技能评分标准如下表所示:
| 序号 | 考核内容 | 考核要求 | 配分 | 评分标准 |
| 1 | 准备工作 | 平衡件精度复核 | 1 | 未复核扣0.5分 |
| 2 | 平衡件清理 | 未清理扣0.3分 |
| 3 | 平衡件清洗,保持洁净 | 未清洗扣0.2分 |
| 4 | 调整 | 静、动平衡调整方法正确 | 8 | 方法不正确扣3分 |
| 5 | 校正不平衡量方法正确 | 方法不正确扣2.5分 |
| 6 | 正确操作各种平衡装置 | 操作不正确扣2.5分 |
| 7 | 试验 | 消除不平衡因素达到要求 | 1 | 超差扣1分 |
| 合计 | 10 |
|
三角R合套评分标准如下表所示:
| 序号 | 考核 内容 | 考核要求 | 配分 | 评分标准 | 检测 结果 | 扣分 | 得分 |
| 1 | 锉配 | 60°(3处) | 9 | 超差不得分 |
|
|
|
| 2 | φ50±0.10mm | 6 | 超差不得分 |
|
|
|
| 3 | 3-R8mm(3处) | 6 | 超差不得分 |
|
|
|
| 4 | 表面粗糙度:Ra1.6μm(18处) | 9 | 每升高一级不得分 |
|
|
|
| 5 | 平面间隙≤0.03mm(6处) | 18 | 超差不得分 |
|
|
|
| 6 | 曲面间隙≤0.04mm(3处) | 15 | 超差不得分 |
|
|
|
|      7 7
| 0.03 B | 2 | 超差不得分 |
|
|
|
|  8 8
| ↗ 0.03 A | 5 | 超差不得分 |
|
|
|
| 9 | 钻孔 | φ10mm | 10 | 超差不得分 |
|
|
|
| 10 | 表面粗糙度:Ra3.2μm | 5 | 超差不得分 |
|
|
|
|    11 11
| ◎ φ0.03 A | 5 | 超差不得分 |
|
|
|
| 合 计 | 90 |
|
|
|
|
其中现场考核占10分,压模占90分,共计100分,考核达60分及以上,视为合格。


