【任务内容】
做出图1-1中的燕尾槽组件
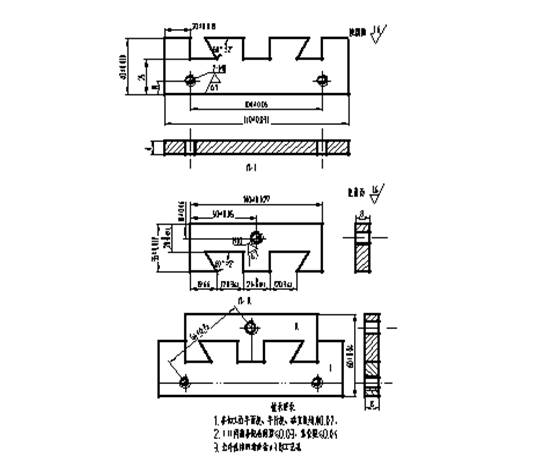
图1-1
【任务技能工艺要求】
a) 公差等级:锉配IT7、攻螺纹7H
b) 形位公差:锉配0.04~0.02mm
c) 表面粗糙度:锉配Ra1.6μm、攻螺纹Ra6.3μm
d) 其他方面:配合间隙≤0.03mm、错位量≤0.04mm
技术要求如图所示。
【任务所需材料、设备、工具】
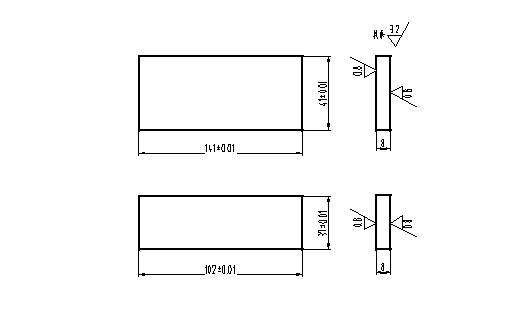
(1)材料准备
| 序号 | 材料名称 | 规格 | 数量 | 备注 |
| 1 | 45 | 141×41×8 | 1 |
|
| 2 | 45 | 102×37×8 | 1 |
|
燕尾槽组件备料图:
(2)设备准备
| 序号 | 名称 | 规格 | 序号 | 名称 | 规格 |
| 1 | 划线平台 | 2000×1500mm | 4 | 钳台 | 3000×2000mm |
| 2 | 方箱 | 205×205×205mm | 5 | 台虎钳 | 125mm |
| 3 | 台式钻床 | Z4112 | 6 | 砂轮机 | S3SL-250 |
备注:划线平台、钻床、砂轮机、钳台及附件配套齐全,布局合理。
(3)工、量、刃具准备
| 名称 | 规格 | 精度 (读数值) | 数量 | 名称 | 规格 | 精度 (读数值) | 数量 |
| 游标高度尺 | 0~300mm | 0.02mm | 1 | 表架 |
|
| 1 |
| 游标卡尺 | 0~150mm | 0.02mm | 1 | 量块 | 83块 |
| 1 |
| 90°角尺 | 100×63mm | 一级 | 1 | 杠杆百分表 | 0~0.8mm | 0.01mm | 1 |
| 塞尺 | 0.02~0.5 |
| 1 | 表架 |
|
| 1 |
| 检验螺栓 | M10 M8 | 7H | 各1 | 平锉 | 250mm(1号纹) |
| 1 |
| 刀口尺 | 100mm | 一级 | 1 | 150mm(3号纹) |
| 1 |
| 千分尺 | 0~25mm | 0.01mm | 1 | 200mm(4号纹) |
| 1 |
| 25~50mm | 0.01mm | 1 | 100mm(5号纹) |
| 1 |
| 50~75mm | 0.01mm | 1 | 三角锉 | 150mm(4号纹) |
| 1 |
| 深度千分尺 | 0~25mm | 0.01mm | 1 | 100mm(1号纹) |
| 1 |
| 直柄麻花钻 | φ3 φ4 φ6.75 φ8.5 | 各1 | 方锉 | 150mm(5号纹) |
| 1 |
| 丝锥 | M8 |
| 1副 | 钳工 常用工具 | 锯弓、锯条、手锤、錾子、划针、划规、样冲、钢板尺、软钳口、锉刀刷、机油等 |
| M10 |
| 1副 |
【任务技能评分标准】
考核实行百分制,成绩达60分(含) 以上者为合格,考核时间为360分钟,在规定时间内未完成者不得分,视为不合格。其余技能评分标准如下表所示:
| 序号 | 考核项目 | 考核要点 | 配分 | 评分标准 | 扣分 | 得分 |
| 1 | 锉削 | 140±0.031 | 4 | 超差不得分 |
|
|
| 40±0.019 | 4 | 超差不得分 |
|
|
| 100±0.027 | 2 | 超差不得分 |
|
|
| 35±0.019 | 2 | 超差不得分 |
|
|
| 20±0.019 | 6 | 超差不得分 |
|
|
| Ra1.6 | 6 | 升高一级不得分 |
|
|
| 20 | 6 | 超差不得分 |
|
|
| 60°±2′ | 8 | 超差不得分 |
|
|
| 2 | 攻螺纹 | 50±0.05 | 4 | 超差不得分 |
|
|
| 100±0.05 | 4 | 超差不得分 |
|
|
| 64±0.15 | 2 | 超差不得分 |
|
|
| 2-M8 | 4 | 超差不得分 |
|
|
| M10 | 2 | 超差不得分 |
|
|
| Ra6.3 | 3 | 升高一级不得分 |
|
|
| 3 | 配合 | 转位配合间隙≤0.03 | 33 | 超差不得分 |
|
|
| 4 | 安全文明 生产 | 正确执行国家有关安全技术操作规程及文明生产规定 | 4 | 违规扣4分 |
|
|
| 5 | 设备使用 | 各种相关及辅助设备的使用符合有关规定 | 3 | 违规扣3分 |
|
|
| 6 | 工、量具使用 | 各种工具、量具的使用符合有关规定 | 3 | 违规扣3分 |
|
|
| 合计 |
| 100 |
|
|
|
| 否定项:造成设备严重损坏及人员重伤以上事故,考核全程否定,即按0分处理 |


