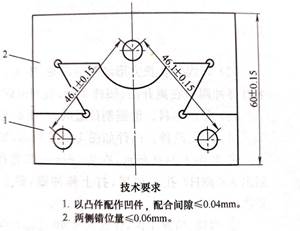
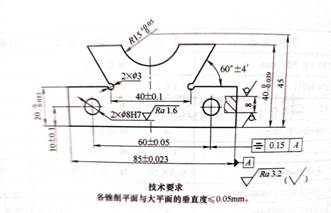
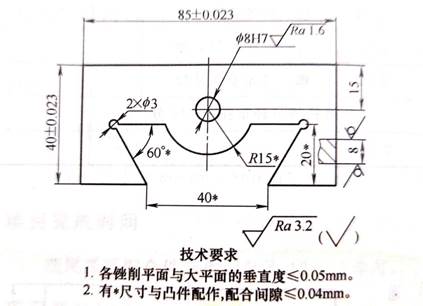
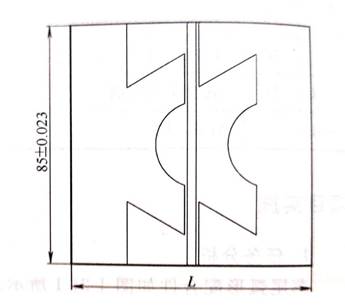
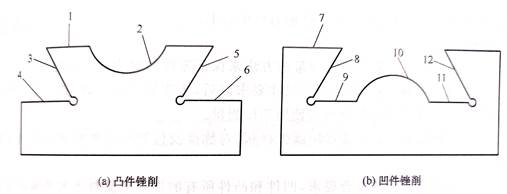
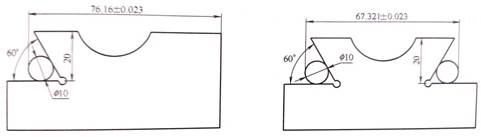
训练五 燕尾弧形配合件制作
-
1 训练目标
-
2 任务分析
-
3 操作步骤
-
4 评分标准
-
5 注意事项
上一节
下一节
【训练目标】
(1)掌握燕尾弧形配合件的平面划线方法。
(2)掌握锯削技能。
(3)掌握燕尾弧形配合件的锉配技能,巩固和提高锉削技能。
(4)掌握排孔加工、通孔加工、铰孔等孔加工方法。
(5)掌握游标卡尺、千分尺、刀口直角尺、万能角尺、塞尺、∅8H7塞规、辅助芯棒等量具的使用方法。
【训练材料准备】
钢板,尺寸为86mm×86mm×8,mm,材料为Q235。
【训练完成时间】
燕尾弧形配合件制作时间为12~18学时。