【操作步骤】
(1)加工A面至(25±0.3)mm。
①划线。如图1-1-1(a)所示,把圆柱棒料划线处涂色,放在V形铁上,一起放在划线平板上,用高度游标卡尺测量总高度L,分别调整高度游标卡尺至尺寸(L-3)mm、(L-5)mm,沿棒料四周划线,打上样冲眼。
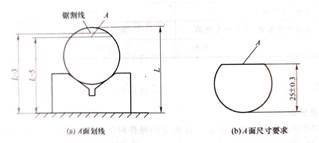
图1-1-1 加工A面
②锯削A面。把工件夹在台虎钳上,对正所划的锯割线条锯削,留锉削余量
0.5~1.5mm。
③锉削A面。把工件夹在台虎钳上,先用250mm、300mm 平板锉粗锉A面,留0.3~0.5mm精锉余量,再用200mm、150mm平板锉精锉A面至尺寸要求,保证平面度≤0.1mm,如图1-1-1(b)所示。
(2)加工B面至(25±0.3)mm。
①划线。如图1-1-2(a)所示,在棒料划线处涂色,把A面靠在V形铁上,分別调整高度游标卡尺至尺寸为25mm、27mm,沿棒料四周划线,打上样冲眼。
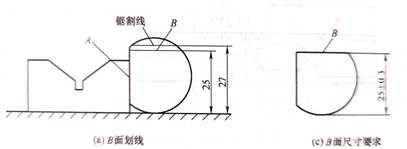
图1-1-2 加工B面
②锯削B面。把工件夹在台虎钳上,对正所划的锯割线条锯削,留锉削余量
0.5~1.5mm。
③锉削B面。把工件夹在台虎钳上,先用250mm、300mm平板锉粗锉B面,留0.3~0.5mm精锉余量,再用200mm、150mm平板锉精锉B面至要求,保证(25±0.3)mm及平面度≤0.1mm、与A面垂直度≤0.1mm,如图1-1-2(b)所示。
(3)加工C面至 mm。
mm。
①划线。如图1-1-3(a)所示,在棒料划线处涂色,把棒料A面放在划线平板上,分别调整高度游标卡尺至尺寸20mm、22mm,沿棒料四周划线,打上样冲眼。
②加工C面。对正所划的锯割线条锯削,留锉削余量0.5~1.5mm,粗、精锉C面,保证尺寸mm,平面度≤0.1mm及垂直度≤0.1mm,如图1-1-3(b)所示。
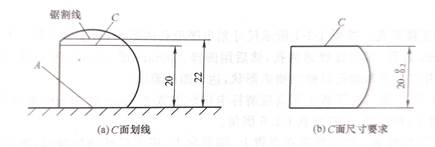
图1-1-3 加工C面
(4)加工D面至mm.
①划线。如图1-1-4(a)所示,在棒料划线处涂色,把棒料B面放在划线平板上,分别调整高度游标卡尺至尺寸20mm、22mm,沿棒料四周划线,打上样冲眼。
②加工D面。对正所划的锯割线条锯削,留锉削余量0.5~1.5mm,粗、精锉削 D
面,保证尺寸mm,平面度≤0.1mm及垂直度≤0.1mm,如图1-1-4(b)所示。
(5)锉削两端面至要求。分别锉削两个端面,保证长度尺寸100mm,垂直度
≤0.1mm。
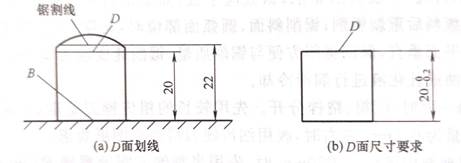
图1-1-4 加工D面
(6)加工斜面、圆弧面组合面。
①划线。如图1-1-5所示,在工件划线处涂色,放在平板上,分别划出尺寸10mm、
55mm、35mm、5mm等线条。然后,把工件夹在台虎钳上,用圆规、钢直尺、划针等划出圆弧及斜线,打上样冲眼。离开加工位置线2mm左右划出锯削位置线。
②加工斜面、圆弧面组合面。沿锯削位置线锯割,留锉削余量0.5~1.5mm,分别
粗、精锉削圆弧面及斜平面,保证尺寸55mm、10mm、5mm符合要求及平面度、垂直度符合要求。
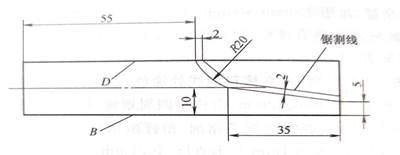
图1-1-5 斜面、圆弧面划线
(7)加工腰形孔。按图1-1所示尺寸划出腰形孔的形状,打上样冲眼。在钻床上钻两个Φ9.8mm通孔,用圆锉锉通两孔,然后用圆锉、100mm或150mm 平板锉(或方锉)锉削腰形孔,并在上下两端孔口锉出喇叭形状,达到图纸要求。
(8)倒C2.5角。在平板上用高度游标卡尺划出宽2.5mm高25mm的倒角线,把工件夹在虎钳上,用圆锉、平板锉锉C2.5倒角。
(9)锉削球面R。把工件夹在虎钳上,端面向上,用平板锉锉削球面,使中间比四周凸起0.5~1mm,要求球面光滑,四周锉去部分均匀。
(10)检查各加工面,如有差错,作适当修整。
(11)打上工位号码,交件评分。
(12)热处理40~45HRC。
(13)用砂皮纸打光各加工表面、上油。