矫正
一、矫正概述
矫正是通过外力作用,消除材料或制件的不平、不直、弯曲、翘曲等缺陷的加工方法。
需要矫正的工件缺陷产生的原因有残余应力、运输和存放管理等处理不当等等。矫正的实质就是使金属材料产生新的塑性变形。来消除原有的不应存在的塑性变形。所以矫正是针对塑性变形而言的,所以只有对塑性好的材料才能进行矫正。矫正后,金属材料表面硬度增加,性质变脆,这种现象称为冷作硬化(即冷硬现象)。冷硬后的材料给进一步的矫正或其他冷加工带来困难,必要时,可对工件进行退火处理,使材料恢复到原来的机械性能。
二、矫正的分类
1. 按照被矫正工件时的温度分类:
冷矫正:常温条件下,矫正塑性较好、变形不严重的金属材料。
热矫正:变形十分严重或脆性较大以及长期露天存放而生锈的金属板材和型材,加热到700~1000℃的高温。
2.按矫正时产生矫正力的方法分类:
按矫正时产生矫正力的方法还可以分为手工矫正、机械矫正、火焰矫正及高频热点矫正。钳工操作主要是以手工矫正为主。手工矫正是在平板、铁砧或台虎钳上用手捶等工具进行操作,矫正时一般采用锤击、弯曲和伸张等方法进行。
三、手工矫正的工具
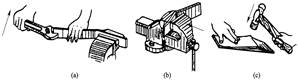
1.平板、铁砧和台虎钳
平板、铁砧和台虎钳是矫正板材和型材的基座。
2.软、硬手锤
一般材料的矫正,通常使用钳工手锤和方头手锤。矫正已加工过的表面、薄钢件或有色金属制件,应使用铜锤、木锤、橡皮锤等软手锤。
3.抽条和拍板
(1)抽条是采用条状薄板料弯成的简易手工工具,用于抽打较大面积的板料。
(2)拍板是用质地较硬的檀木制成的专用工具,用于敲打板料。

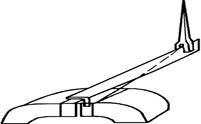
4.螺旋压力工具

适用于矫正较大的轴类零件或棒料。
5.检验工具
零件矫正精度的检验工具有平板、直角尺、直尺和百分表等。
四、手工矫正的工作过程
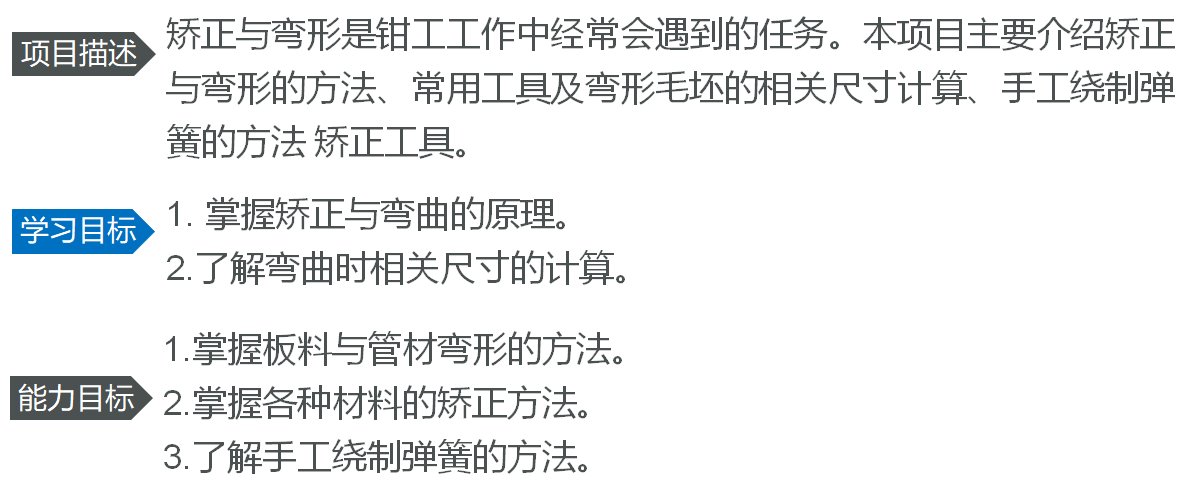
采用锤击的方法或利用一些简单的工具、设备来进行矫正。所用的工具一般是锤子(铜锤、木锤和橡胶锤)、平台(用来支撑矫正钢材和工件的基本设备)、台虎钳和V形块等。矫正的方法有延展法、扭转法、弯形法和伸张法。
1.延展法
金属薄板最容易产生中部凹凸、边缘呈波浪形以及扭曲等变形,可采用延展法进行矫正。
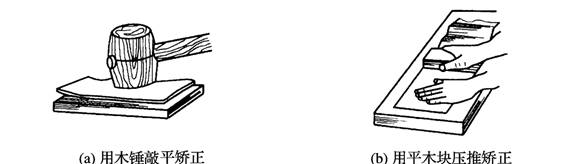
(1)薄板中间凸起:应由外到里逐渐由轻到重,由稀到密。
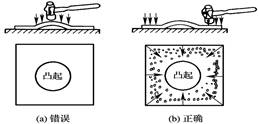
(2)薄板四周呈波纹状:说明板料四周变薄而延长了。锤击点应从四周向中间,按图中箭头所示方向,密度逐渐变稀,力量逐渐减小,经反复多次捶打使板料达到平整。
2.扭转法:是用来矫正条料扭曲变形的。一般将条料夹持在台虎钳上,用扳手把条料扭转到原来的状态。
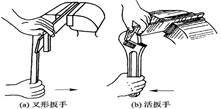
3.弯形法:是用来矫正各种弯曲的棒料及宽度方向上有弯曲的条料。直径较小的棒料和薄条料可夹在台虎钳上用扳手矫正。直径大的棒料和较厚的条料采用压力机械矫正。
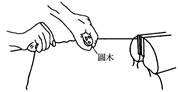
4.伸张法:是用来矫正各种细长线材的。只要将线材一头固定,然后在固定处开始,将弯曲线材绕圆木一周,捏紧圆木向后拉,使线材在拉力的作用下绕过圆木而得到伸长矫正。
五、矫正的注意事项
金属材料在矫正的过程中,由于它的内部组织发生变化,造成金属材料硬度提高,塑性下降,性质变脆,即加工硬化,这给进一步矫正或冷加工带来困难,必要时可进行退火处理(可用气焊火焰进行),使其恢复原来的机械性能。对于变形十分严重或塑性较低的金属材料,可以加热到700~1000℃再进行矫正。金属材料的变形是多方面的,也是多种形式的,遇到问题需要分析其产生变形的内在因素,找出解决问题的最好办法,切忌“头痛医头、脚痛医脚”,盲目下锤。手工矫正灵活,投入少,操作方便,在单件、小批量生产及没有专用设备情况下得到普遍应用。
弯形
一、弯形的概述
将坯料弯成所需要形状的加工方法,成为弯形。
工件的弯曲有冷弯和热弯两种。在常温下进行的弯形叫冷弯,常由钳工完成;当工件较厚时(一般超过5mm),需要在加热情况下进行弯曲,这叫热弯,常由锻工完成。根据加工手段的不同,弯形又可分为机械弯形与手工弯形两种,钳工是以手工弯形为主的。
需要说明的是,弯形是使材料产生塑性变形,因此只有塑性好的材料才能进行弯形。可以作一个实验,如图4.3.1所示,在一块钢板上划出许多相等的矩形方格,(图)然后使它弯曲变形,(图)可见钢板弯曲后,它的外层材料伸长(图中e—e和d—d),内层材料缩短(图中a—a和b—b),中间有一层材料(图中c—c)在变形前后长度不变,称为中性层。材料弯曲部分虽然发生了拉伸和压缩,外层减薄而内层加厚,但其截面积保持不变。
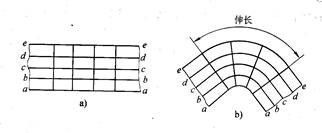
a)弯曲前 b)弯曲后
钢板弯曲前后情况
二、弯形工具
弯形中常用到的工具包括台虎钳、手锤以及弯管工具等,这里主要介绍一下弯管工具。 如图所示是一种结构简单,弯曲小直径管子的弯管工具,它由底板、转盘、靠铁、钩子和手柄等组成。转盘圆周和靠铁侧面上有圆弧槽,圆弧按所弯管子直径而定(最大可制成半径6mm)使用时,将管子插入转盘和靠铁的圆弧槽中,钩子勾住管子,按所需弯曲的位置,扳动手柄,使管子跟随手柄弯制到所需的角度。
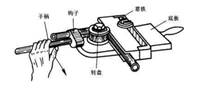
弯管工具
三、 弯形的原理
弯形工件越靠近材料表面,金属的变形越严重,也就越容易出现拉裂或压裂现象。相同材料的弯形,工件外层材料变形的大小取决于工件的弯形半径。
1.弯形毛坯长度的计算
工件弯形后,只有中性层长度不变,因此计算弯形毛坯长度时,可以按中性层的长度来计算。当材料厚度不变时,弯形半径越大,变形越小,中性层位置就越接近材料厚度的几何中心。如果材料弯形半径不变,材料厚度越小,变形越小,中性层就越接近材料厚度的几何中心。在不同弯形形状的情况下,中性层位置是不同的。
弯形时中性层的位置
下表为中性层位系数x0的数值。从表中r/t的值可知,当内弯形半径r≥16t时,中性层在材料的中间(即中性层与几何中心重合)。在一般情况下,为简化计算,当r/t≥8时,可按x0=0.5进行计算。
表4.3.1 弯形中性层位置系数x0

图2.6 常见的弯形形式
如上图所示的是几种常见的弯形形式,其中图2.6(a)~图2.6(c)所示为内边带圆弧的制件,图2.6(d)为内边不带圆弧的直角制件。内边带圆弧的制件,其毛坯长度等于直线部分(不变形部分)和圆弧部分(弯形部分)中性层长度之和。圆弧部分中性层长度,可按下列公式计算:
式中 A——圆弧部分中性层长度, mm
X0——中性层位置系数
r——弯形半径, mm
δ——材料厚度, mm
α——弯曲中心角(也叫弯曲角),
弯整圆时α=3600,弯直角α=900。
内边成直角不带圆弧的弯形制件,求其毛坯长度时,可按弯形前后毛坯体积不变的原理,一般采用如下经验公式计算:
A=0.5t
【例1】已知图2.6(c)所示制件的弯形角α =120°,内弯形半径 r =16 mm,材料厚度t =4 mm,边长 l1=50 mm,l2=100 mm,求毛坯总长度 L。
解: r/t=16/4=4,查表8-1得x0=0.41,则
L = l1+ l2+A = l1+ l2+π(r+ x0t) 120°/180°
=50+100+3.14×(16+0.41×4) 120°/180°
=186.93 mm
【例2】 如图2.6(d)所示工件,它内边是不带圆弧的直角,已知 l1=55mm, l2=80mm,δ=3mm,求毛坯长度L。
解: L= l1+ l2+A
A=0.5δ
L= l1+l2+0.5δ
=55+80+0.5×3
=136.5mm