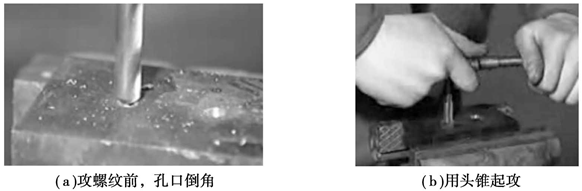
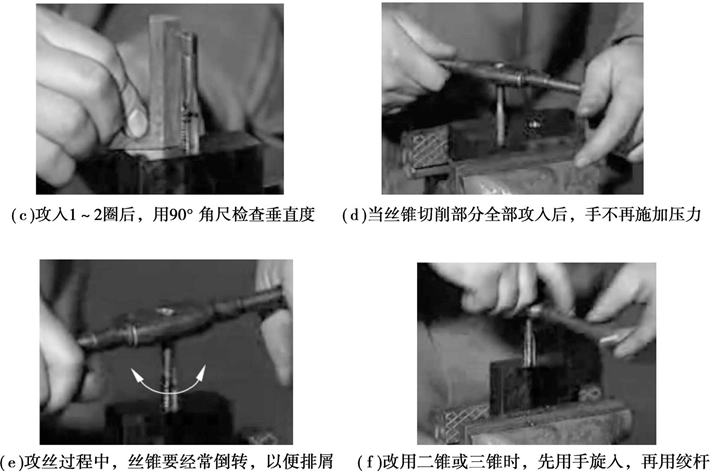
活动四 攻螺纹
-
1 学习任务
-
2 教学视频
-
3 微课
-
4 课件
-
5 教材
-
6 章节测验
上一节
下一节
思政目标:攻螺纹的灵活性很强,加工质量与操作者技能有很大关系,需要学生不断地练习并总结经验。培养学生吃苦耐劳的劳模精神和精益求精的工匠精神。
学习重点:1.了解丝锥和板牙的结构和用法;
2. 学会攻螺纹的基本操作方法;
3. 掌握攻螺纹底孔直径的计算方法;
学习难点: 1. 攻螺纹的基本操作方法;
2. 攻螺纹底孔直径的计算方法;
学习方法:教学视频学习、微课学习、章节自测、攻螺纹实践训练。
学习用具:多媒体教学仪、螺纹加工所需工量具、参考资料等。