
4.2伐区作业联合机
伐区作业联合机,也称采伐联合机,是一种高性能的多功能木材生产机械,也称伐木打枝造材机。是专指用于伐区作业的多工序机器,主要用来完成伐木、打枝、归堆、集材、造材、装卸和运材等伐区工序。
联合机是近年来木材生产机械化不断发展的产物,受到各国林业工作者的重视。我国近年来也正在组织力量研制适合我国自然条件和林木生产情况的联合机。因此,有必要对联合机的发展和现状作一简要的介绍。
4.2.1伐区作业联合机的类型
根据配套形式,采伐联合机基本上分为两类:一类是在伐区直接生产原木,即在立木旁完成伐木、打枝、造材、截梢和归堆作业,称原木联合机;另一类是在伐区装车场生产原木,即在立木旁完成伐木,在伐区装车场完成打枝、造材、截梢和归堆或装车作业,称原条联合机。
按其行走方式的不同,采伐联合机可分为轮式、履带式和步行式。
在伐区用联合机进行原木作业时,根据组成机器体系的数目,可以分为三机一套体系、二机一套体系和一机自成体系三种。
普遍采用的是由伐木归堆机、打枝造材机和自装集材机组成的三机体系,三机分别在集材道上作业,在地形条件困难,打枝造材机不能进入集材道时,则可采用伐木集材机和打枝造材机组成的二机体系。
一般,伐木集材机归的堆大,适用于疏伐;而伐木归堆机归的堆小,适用于皆伐作业。还有一机自成体系的,即由一台伐区联合机完成伐木、打枝、截梢、造材、集运材和归堆全部伐区作业。
伐区用联合机进行原条作业时,有三机体系和二机体系两种配套形式。三机体系的,包括伐木归堆机、自装集材机和打枝机。二机体系的,一种是伐木集材机与打枝机配套;另一种是伐木打枝归堆机和自装原条集材机配套。

图4-6 John Deere履带式采伐联合机703JH
4.2.2伐木归堆(伐木集材)联合机
当前,伐区作业全盘机械化的主要特点是实现机器伐木。为解决机器伐木问题,普遍采用了伐木归堆联合机的技术方案。也有采用伐木集材联合机、伐木打枝归堆联合机或伐木机技术方案的。
伐木归堆机与自装集材机一起组成一个机器体系,用来进行伐倒木生产。树木可以在山上装车场进行人力打枝或机器打枝,也可以实行伐倒木运材,在贮木场打枝、造材。
伐木归堆(集材)机的主要工艺装备为伐木头和液压起重臂。伐木头用来完成锯截树木和夹持树干,而起重臂用来搬动伐倒木使之归堆(或装载)。此外,起重臂还常常作为控制树木倒向的杠杆。在本节中,仅就伐木头的结构特点和工作原理作一简要的介绍。
伐木头通常包括两个主要部分:锯截机构和夹持机构。
当前,在国外用做锯截机构的切削刀具通常有三种类型:刀形锯截机构、链锯式锯截机构和铣刀型锯截机构。
1、刀形锯截机构
刀形锯截机构又可分为单刀式和双刀式两种。单刀式锯截机构通常为铡刀形式,双刀式锯截机构则常为剪刀形式(故又称为伐木剪)。单刀式锯截机构是由一个刀片和一个刀砧组成。由于用这种型式的锯截机构剪伐的树木根部损伤较严重,故未能广泛使用。

图4-7 刀形锯截机构
目前,广泛采用的是双刀式伐木剪,这种伐木剪又有多种形式,如平直形剪、球面弧形剪、波形剪、碗形剪和V形剪等。
伐木剪结构较简单,维修保养容易,剪伐没有锯屑,切削速度较快,故生产率较高,适于剪伐径级不大(软材50cm、硬材40cm以下)的纸浆材。但其主要缺点是在剪伐时容易引起树木根部的劈裂损伤(尤其是剪伐硬阔叶材和在冬季采伐大径级冰冻材时),以至影响材质和出材量,故不适于剪伐锯材和胶合板材。由于劈裂对纸浆材质量没有影响,所以北美纸浆材伐区的联合机都采用伐木剪作为伐木工艺设备。另外,由于必须进行强力切割,因此,零部件尺寸较大,整个锯截机构比较笨重。
伐木剪所需的剪切力依树种、树径和刀片形状而异。冬季剪切冻材时剪切力增大,刀片厚度减小到强度允许的最小值,可显著降低所需的动力。刀片的楔角似乎对剪切力影响不大。因此,可适当加大楔角增加切削刃的刚性。
伐木剪的双刀片由杠杆导向,用两个油缸或用一个双作用式油缸控制其动作。后者可使伐木剪结构紧凑、重量轻,使伐木剪更易于靠近树于,并可相应增加起重储的有效提升力。为了减轻劈裂损伤,近年来国外采用双片球面圆弧剪,取得了较好的效果。
2、夹持机构
夹持机构是用来控制树木倒向的机构。在伐木时,树木的纤维被切断后,便处于不稳定状态。由于树木在其生长过程中,其重心位置总是偏离自身的轴线,并且受风力的作用。因此,树木的倒向必须由人为控制,使树木倒向所要求的方向,或者在竖直状态下,被移往他处。这个控制树木倒向或维持竖直状态的机构称为夹持机构。
当前,在国外实际使用的夹持机构大体可分为夹钳式和抱木器两种型式。
夹钳式夹持机构的结构较简单。在伐木前,它由两个油缸控制夹钳夹住树干的根部,并可使伐木头转动适的角度,以使树木的切口平行于地面,并使树干呈垂直状态离开仅根。但这种型式的夹持机构,只适于伐倒较小径级的树木,而不适应于歪斜的立木。
夹持机构采用抱木器结构,伐木时可以在树木上预加一个提升力,以防止夹锯和木材的劈裂损伤,能保持树木在伐倒前的稳定性和控制树木的倒向。但要求有结构复杂和笨重的专门夹持器,并且要求联合机有较大的稳定性。
4.3.4打枝造材联合机
打枝造材机在加工伐倒木时,能将其抓举起,并送进联合机。然后,进行打枝、截梢、造材,并把原木堆放在联合机侧方的存材架中或抛到地上,以便后续作业的进行,所以又称程序加工机。
打枝造材机应满足的工艺要求:具有良好的打枝效果,能按所需的长度造材,量尺准确,出材价值最大;能将原木归成堆,以便于后续作业。
当前,在国外使用的打枝造材机按起重臂的形式,可分为滑动直臂式和铰接回转臂式两类。滑动直臂的伸距可达22m,作用范围较大,减少了整机的移动次数,因此提高了效率,而铰接回转臂的伸距一般在7.5m以内。
联合机的工艺装置主要为打枝刀头和造材机构。打枝刀头有刀片式(由一组活动刀和固定刀所组成)和带状刀两种形式。造材机构通常采用圆锯、链锯和造材剪三种形式。
1.铰接回转臂式打枝造材机
瑞典的“伏尔伏·比姆”985TVIGG型属于铰接回转臂式打枝造材机。它由一合独立的发动机(功率为108kw、最大扭矩50kg/m)驱动。伐木头将伐倒木转移到造材架后自动打枝和锯截。造材的长度分成4级,并有标准纸浆材长度,也可按照所要求长度造材。
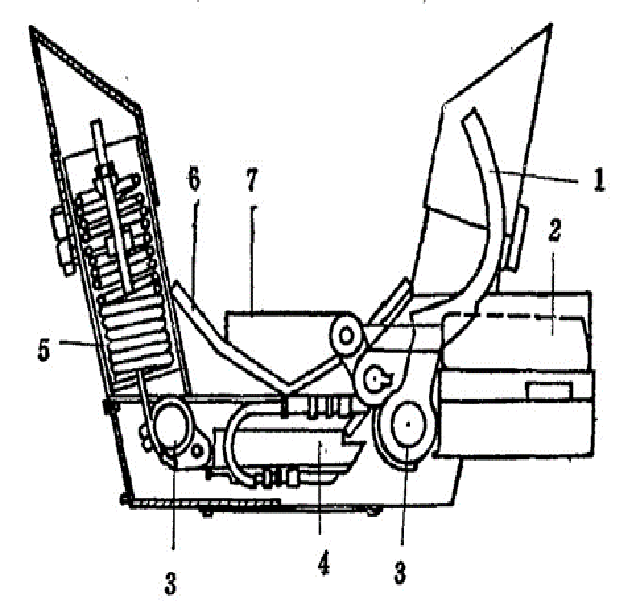
图4-8 打枝机构
1.打枝刀 2.截梢头的控制油缸 3.刀盘铰 4.打枝刀的控制油缸
5.打枝刀的回位弹黄 6.固定刀 7.截梢剪
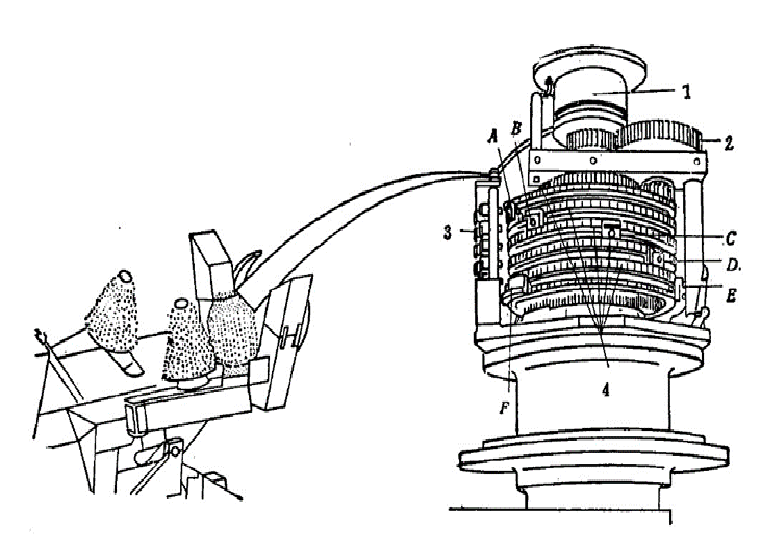
图4-9 检尺机构
1.电磁离合器 2.中间齿轮 3.微动开关 4.刻度行程块 A-F.锯材用调节式行程块
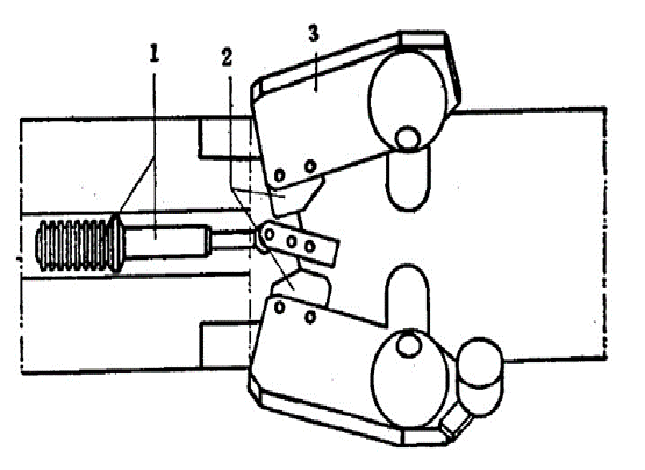
图4-10 进料机构
1.带有弹簧圈的控制油缸 2.连杆系统 3.进料辊臂(齿轮箱壳)
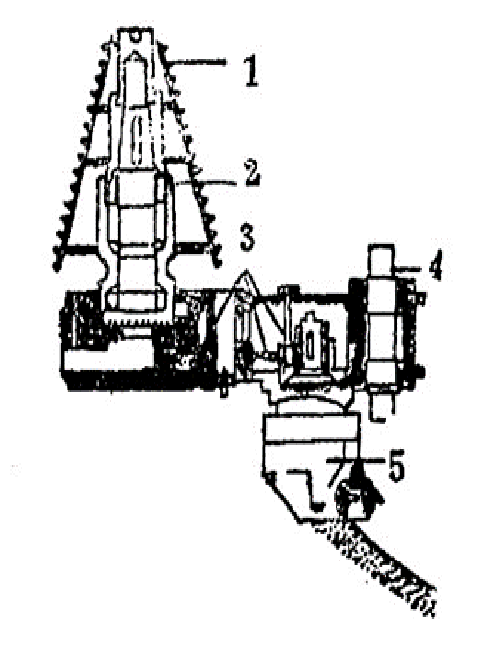
图4-11 进料辊
1.刺辊 2.辊轴 3.齿轮传动 4.枢轴 5.油马达

